MICROSOFT INTERNET EXPLORER HAS A SEARCH ENGINE YOU CAN USE TO SEARCH ANY WEB PAGE BY WORD. JUST CLICK EDIT, THEN CLICK "FIND (ON THIS PAGE)... CTRL + F", THEN ENTER THE WORD(S) TO SEARCH FOR.
* * * IMPACT ENTERPRISES HOME & INDEX * * *
* * * EMAIL: IMPACT@IMPACT-ENTERPRISES.COM * * *
CODE 15.9.
15.9.3. LEADING MANUFACTURERS, DISTRIBUTORS AND EXPORTERS OF VARIOUS TYPES OF PIPES, FITTINGS, FLANGES, MEET OR EXCEED ASTM, BS, ISI, IBR STANDARDS; INDIA
A. PIPES: STAINLESS STEEL, WROUGHT IRON, WROUGHT STEEL; 1/2 INCH NB* TO 6 INCH NB; SCHEDULES: 5S, 10S, 10; 20; 30; 40; 40S; 60; 80S; 80; 100; 110; 140; 160;
B. FITTINGS: C.S. (*CARBON STEEL); S.S.(*STAINLESS STEEL); A.S.*; M.S.*; LTCS*; SEAMLESS, WELDED AND FORGED; ELBOWS (90 AND 45 DEGREE), REDUCERS, TEC, CAPS, STUBENDS, CROSSES; 1/2 INCH NB* TO 24 INCH NB*; CLASS: BW; SW; TREADED, UP TO 900 LBS;
C. FLANGES: FORGED AND PLATE; SLIP-ON; BLIND, WELD NECK, LAP JOINT AND THREADED; 1/2 INCH NB TO 24 INCH NB; CLASS: 150 LBS TO 900 LBS;
CAPABILITIES AND CAPACITIES: GROUP TURNOVER $50.3 MILLION PER YEAR; CAPACITY 600 METRIC TONS PER MONTH. WE CAN ALSO MANUFACTURE SUBJECT ITEMS IN SIZES AND MATERIAL OTHER THAN THOSE DETAILED ABOVE AS PER YOUR SPECIAL ORDER; CONTACT FOR DETAILS; INDIA; MM-VW ALSO 16.16.9.
15.9.6. TUBING, ALL TYPES, OIL INDUSTRY, STEEL, STAINLESS, ALSO WALKS AND RAILINGS; $*; PHOTO A(40K); PHOTO B(40K); PHOTO C(40K); PHOTO D(40K); LOUISIANA; MH-VW-NNNMLL ALSO 16.16.12.
15.9.7. SWAGELOK, PARKER, GYROLOK, HOKE, SSP, BILOK, HYLOK FITTINGS, TUBING, VALVES, INSTRUMENT MANIFOLDS, LEAK TRACEY AND MANY OTHER RELATED SUPPLIES AT VERY GOOD PRICES BECAUSE OF THE LARGE VOLUME WE DO; FULL LINE OF THE NAME BRANDS MENTIONED ABOVE IN STOCK; IN NEW ORLEANS METROPOLITAN AREA; LOUISIANA; DC-JT-VW-NLNENA ALSO 16.16.13.
15.9.8. FLANGED PIPE FITTINGS, TEES, REDUCERS, ETCETERA, ASSORTED SIZES, 2, 3, 4, 5, 6 INCH; HAVE 2 BINS WITH APPROXIMATELY 45 TOTAL; $*; TEXAS; JI-CB-PH-VW-NONRLN ALSO 16.16.9. AND 22.1.32.
15.9.10. PETROLEUM ENGINEERING, CONSTRUCTION AND CONSULTING; HOUSTON BASED WITH AFFILIATES IN NIGERIA AND OTHER WEST AFRICA COUNTRIES; TOTAL PACKAGE INCLUDES DELIVERY, INSTALLATION, STARTUP, MAINTENANCE, TRAINING, SERVICE AND PARTS;
OUR GOAL IS TO DEVELOP A LONG TERM GOOD WORKING RELATIONSHIP AND TRUST. IF WE FIND WE CAN WORK TOGETHER WE CAN GET ALMOST ANYTHING THROUGH THIS NETWORK.
BUILD YOUR OWN PLANT INCLUDING BUT NOT LIMITED TO:
GAS PLANTS; SKID MOUNTED;100 SCFD (STANDARD CUBIC FEET PER DAY) ABOUT 25 TO $30,000. TO 25 MMSCFD (MILLION CUBIC FEET PER DAY) ABOUT 6 TO $11,000,000.; PROPANE REFRIGERATION UNITS TO PRODUCE LPG (LIQUEFIED PETROLEUM GAS) PROPANE BUTANE MIX OR LNG (LIQUEFIED NATURAL GAS) FOR DOMESTIC CONSUMPTION AND EXPORT; UPDATED PRICES 20040701
MINI REFINERIES; WITH 100 BPD, NEW WITH CURRENT SULFUR REMOVAL UNIT ABOUT $1,000,000.; 200 BPD NEW WITH CURRENT SULFUR REMOVAL UNIT ABOUT $1,800,000., NEW 500 BPD (BARRELS PER DAY) ABOUT $4,500,000 TO 6000 BPD TOPPING UNITS ABOUT $12,000,000.; TO PRODUCE NAPTHA, DIESEL, KEROSENE AND LPG; PHOTO 10A(25K); PHOTO A(25K); PHOTO D(25K); UPDATED PRICES 20040701
REFINERIES WOULD HAVE IMPROVEMENTS TO MEET CURRENT U.S. ENVIRONMENTAL STANDARDS; LEAD TIME ON SMALL NEW UNITS IS ABOUT 5 MONTHS; LEAD TIME ON LARGE UNITS IS ABOUT 8 MONTHS FOR FIRST COMPONENTS; ONE WOULD NORMALLY HAVE A PHASED CONSTRUCTION AND INSTALLATION OVER ABOUT 2 YEARS MINIMUM;
PIPELINES; NEW, UPGRADE AND REPAIR; PHOTO B(25K); PHOTO F(25K);
TERMINALS; LAND AND OFFSHORE;
PARTS AND EQUIPMENT SUPPLY; PHOTO C(25K); PHOTO E(25K);
WELDING CONSULTING, INSPECTION AND TESTING;
HOUSTON, TEXAS; LAGOS, NIGERIA; HA-BE-VW-NLNMNR ALSO 2.15.57.
15.9.22. 75 MILLION GALLON PER YEAR ETHANOL PLANT; NEW*; $121,000,000.; U.S. LOCATION; LC-JS-VW-NRLNOE
15.9.23. ENERGY INDUSTRIES NATURAL GAS COMPRESSOR; 800,000 TO 1,000,000 CUBIC FEET PER DAY AT 1,000 PSI, SUCTION 15 TO 35 PSI; CATERPILLAR ENGINE MODEL G 379 NA (NATURAL GAS, PLUG FIRED); 3 STAGE COMPRESSOR MODEL EI FE334-3, CYLINDERS: 2 X 10 INCH 330 PSI, 1 X 6.75 INCH 1200 PSI, 1 X 4.25 INCH 1,600 PSI; MURPHY PANEL WITH TATTLE TALES, COMPLETE WITH COOLER; GOOD ENGINES REMOVED AHEAD OF USEFUL LIFE CYCLE TO COMPLY WITH NEW ENVIRONMENTAL STANDARDS IN CALIFORNIA; GAS AT LEAST PIPELINE QUALITY REQUIRED; VERY GOOD BUY; $175,000.; CALIFORNIA; BN-VW-NTNVLL ALSO 5.14.139.:
15.9.24. ARIEL NATURAL GAS
COMPRESSOR; 1,000,000 CUBIC FEET PER DAY AT 1,000 PSI, SUCTION 25 TO 35 PSI;
CATERPILLAR ENGINE MODEL G 379 NA (NATURAL GAS, PLUG FIRED); 4 STAGE
COMPRESSOR MODEL ARIEL JG4, CYLINDERS: 2* X 13.5 INCH, 1 X 8.5 INCH, 1 X 5.25
INCH, 1 X 3.0 INCH; PANEL, COMPLETE WITH COOLER; BUILT 1994; GOOD RUNNING
CONDITION, ENGINES REMOVED AHEAD OF USEFUL LIFE CYCLE; GAS AT LEAST PIPELINE
QUALITY REQUIRED; VERY GOOD BUY; $220,000.; USA MIDWEST; BN-VW-NTNVLL
ALSO5.14.140.:
15.9.25. ARIEL
NATURAL GAS COMPRESSOR; 1,700,000 CUBIC FEET PER DAY AT 1,000 PSI, SUCTION 35
TO 30 PSI; CATERPILLAR ENGINE MODEL G 398 NA (NATURAL GAS, PLUG FIRED); 4
STAGE COMPRESSOR MODEL ARIEL JGW4, CYLINDERS: 2* X 15.25 INCH, 1 X 9.25 INCH,
1 X 6.0 INCH, 1 X 3.625 INCH; PANEL, COMPLETE WITH COOLER; BUILT 1994; GOOD
RUNNING CONDITION, ENGINES REMOVED AHEAD OF USEFUL LIFE CYCLE; GAS AT LEAST
PIPELINE QUALITY REQUIRED; VERY GOOD BUY; $305,000.; USA MIDWEST; BN-VW-NTNVLL
ALSO 5.14.141.;
15.9.26. QUARTERS UNIT; 60* PERSON; 4 STORY WITH HELIPAD ON TOP; WITH COMPLETE GALLEY, BATHROOMS, STATEROOMS, DAY ROOM; WAS OFFSHORE STRUCTURE QUARTERS; DIMENSIONS OF LIVING QUARTERS 40 FEET LONG BY 30 FEET WIDE BY 40 FEET HIGH*, 3 DECKS INSIDE QUARTERS FOR A TOTAL OF 3600 SQUARE FEET; OVER ALL DIMENSIONS 65* FEET LONG (ADD SIDE DECKS, ABOUT 12 FEET FOR WALKWAYS AND HELIPAD OVERHANG, 20 FEET FOR WATER TANK, FUEL TANK, GENERATORS AND OTHER EMERGENCY EQUIPMENT) FRONT AND BACK WALKWAYS), 52* FEET WIDE (OTHER SIDE WALKWAYS AND HELIPAD OVERHANG), HEIGHT 44* FEET (3 FOOT OF BEAMS AND SUPPORTS UNDER FIRST DECK); QUARTERS FOR ABOUT 60 TO 120 DEPENDING ON HOW MANY BUNKS PER ROOM, PHOTO A(40K);
AIR CONDITIONING AND HEATING, CONDENSERS NEED MAINTENANCE AND POSSIBLE REPLACEMENTS, LOCATED UNDER HELIPAD WITH EXTRA DECK SPACE FOR OUTSIDE LOUNGING, ALSO WATER PROOF ELECTRONICS BUILDING ALSO LOCATED UNDER HELIPAD; WIDE INSIDE STEEL STAIRWAY AND OUTSIDE FRONT AND BACK GALVANIZED STEEL STAIRWAYS WITH HEAVY RAILINGS; GOOD HELIPAD ON TOP CAN ALSO BE A LOUNGE AREA; ALL GOOD HEAVY WALKWAYS, RAILINGS AND DOOR WAYS ON 3 SIDES; ABOUT 6* INCH INSULATED WALLS STEEL PLATE OUTSIDE AND STEEL AND FIRE APPROVED MATERIALS INSIDE, SOLAS (SAFETY OF LIFE AT SEA) REQUIRED FOR FIRE RESISTANCE OF LIVING QUARTERS ON DRILLING AND PRODUCTION STRUCTURES AND BOATS IN INTERNATIONAL WATERS SO ARE MUCH SAFER AND MORE EXPENSIVE TO BUILD THAN WOOD PANELED LIVING QUARTERS; HAS VARIOUS FIREFIGHTING EQUIPMENT AND WATER CANNONS AND INFLATABLE LIFE RAFTS ALSO; HAS A WATER TANK ON SIDE DECK BUT FUEL TANK, GENERATORS AND FIRE FIGHTING PUMPS REMOVED; HAVE MOST DOCUMENTS AND DRAWINGS; CURRENT REPLACEMENT ESTIMATE $1,600,000.;) DESIGNED TO SURVIVE HURRICANES ON OFFSHORE STRUCTURES (IS FROM DECOMMISSIONED PLATFORM; LIFT PACKAGE WEIGHT ABOUT 300 TONS (ABOUT 260 TONS IF HELIPAD AND SIDE DECK ARE REMOVED); PHOTO B(40K); PHOTO C(40K); PHOTO D(40K); PHOTO E(40K); PHOTO F(40K); PHOTO G(40K); PHOTO H(40K); PHOTO I(40K); PHOTO J(40K); PHOTO K(40K); PHOTO L(40K); PHOTO M(40K); PHOTO N(40K); PHOTO O(40K); PHOTO P(40K); PHOTO Q(40K); PHOTO R(40K); PHOTO S(40K); PHOTO T(40K); PHOTO U(40K); QUARTERS CAN BE PLACED ON A BARGE OR USED ON LAND; MUST BE MOVED BY BARGE; $280,000.; IF YOU WANT, WILL REMOVE HELIPAD AND SIDE TANK DECKS AT NO COST (WE KEEP MATERIALS); LOUISIANA; JC-JB-VW-NMNLOE ALSO 2.7.19. WAS 2.1.268.; UPDATED 20080908 PHOTOS "M" TO "U" REPAIRED; LINK TO QUARTERS STRUCTURES;
15.9.29.
WHEN MAKING INQUIRIES PLEASE INCLUDE THE ITEM NUMBER AND AS MUCH DETAIL ABOUT WHAT YOU WANT AS POSSIBLE. YOU SHOULD ALSO INCLUDE YOUR PHONE NUMBER, LOCATION AND GMT TIME. WE CAN OFTEN CLARIFY MUCH DETAIL FASTER ON THE PHONE. WE CAN OFTEN GIVE YOU AN ESTIMATE OF AVERAGE SHIPPING IF YOU WILL INCLUDE AT LEAST CITY AND ZIP CODE IN THE U.S. OR FOREIGN MAIL CODE. WE ARE IN GMT -0600 AND CAN BE REACHED BEST BETWEEN 0700 AND 2300 -0600 GMT (GREENWICH MEAN TIME).
FOR ALL ITEMS OR PARTS THAT YOU WANT THAT ARE NOT ON THE WEBSITE INCLUDE PHOTOS. HERE IS SOMETHING WE HAVE LEARNED THAT WILL SAVE ALL OF US TIME. IN THIS DAY AND AGE PHOTO INFORMATION IS ABOUT 10 TIMES AS POWERFUL AS TEXT AND ABOUT 5 TIMES AS POWERFUL AS VOICE COMMUNICATION. PHOTOS ARE INTERNATIONAL LANGUAGE. SEND PHOTOS IF AT ALL POSSIBLE. IF YOU CANNOT FIND THE NUMBERS SEND PHOTOS AND A TEXT DESCRIPTION WITH DIMENSIONS THE BEST THAT YOU CAN. WE HAVE HAD THE EXPERIENCE ON SOME MACHINES THAT DATA PLATES, IDENTITY TAGS AND NUMBERS ARE LOST OR CANNOT BE READ. WHEN YOU SEND PHOTOS WE CAN EMAIL THEM TO OUR NETWORK AND MANY MORE PEOPLE TAKE AN INTEREST AND FIND IT MUCH EASIER TO UNDERSTAND AND FORWARD TO OTHERS IN ATTEMPTS TO FIND PARTS FOR YOU. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES.
AN ASTERISK (ALSO KNOWN AS "STAR") " * " MEANS THAT WE SEE THAT THERE IS IMPORTANT AND HELPFUL DETAIL MISSING OR THE ACCURACY IS IN QUESTION. IN MOST CASES WE ARE TRYING TO CLARIFY AND CONFIRM OBJECTIVE DETAILS AND WILL UPDATE AS WE GET MORE INFORMATION.
TO REDUCE MISTAKES ALL PRICES ON THIS WEB SITE ARE IN
U.S. DOLLARS.
CURRENCY CONVERTER
* * * IMPACT ENTERPRISES HOME & INDEX * * *
* * * EMAIL: IMPACT@IMPACT-ENTERPRISES.COM * * *
WE HAVE CHECKED, PERSONALLY USE AND RECOMMEND THE PRODUCTS IN THESE LINKS.
LIMITED WARRANTIES AND GUARANTIES: ALL ITEMS ARE SOLD AS IS WHERE IS. IT IS NOT PRACTICAL TO SHIP MOST ITEMS ESPECIALLY MACHINERY ITEMS GREAT DISTANCES EVEN BETWEEN STATES AND ESPECIALLY BETWEEN COUNTRIES BUT THESE STATEMENTS SHOW THAT THE ITEMS ARE BETTER QUALITY AND WILL PROBABLY BE REASONABLY TROUBLE FREE WHEN PROPERLY MAINTAINED.
EVEN IF WE BUY A CAR IN THE U.S. IT HAS TO BE DELIVERED BACK TO THE DEALER OR AN AUTHORIZED SERVICE PROVIDER WHERE A DETERMINATION CAN BE MADE THAT A PROBLEM IS DUE TO A DEFECT IN MATERIALS OR WORKMANSHIP AND IS NOT DUE TO LACK OF PROPER OPERATION AND MAINTENANCE OR NORMAL WEAR AND TEAR. ITEMS USED FOR COMMERCIAL BUSINESS ARE OFTEN NOT WARRANTED TO THE SAME STANDARD. A VERY FEW ITEMS HAVE A NATIONAL AUTHORIZED SERVICE NETWORK THAT IS PRACTICAL WHEN WE CONSIDER OUR "DOWN TIME" AND EVEN FEWER HAVE INTERNATIONAL NETWORKS. OUR BEST GUARANTEE IS TO PROPERLY OPERATE AND MAINTAIN WHAT WE BUY AND IT WILL BE CHEAPER OVER TIME AND IN MOST CASES MUCH OF OUR PROFIT MARGIN.
MOTIVATED RESPONSIBLE PERSONS ARE REQUIRED TO MAINTAIN EVERYTHING EVEN PERSONAL RELATIONSHIPS. THIS IS EVEN MORE IMPORTANT IN DEVELOPING COUNTRIES BECAUSE SPARE PARTS AND EXPERIENCED SERVICE ARE NOT AS AVAILABLE. MOST AMERICAN BUSINESSES BUY USED EQUIPMENT WHENEVER THEY CAN AND MAINTAIN IT THEMSELVES ESPECIALLY WHEN THEY ARE GROWING. THE NEW EQUIPMENT IS OFTEN TOO EXPENSIVE AND STILL HAS TO BE OPERATED AND MAINTAINED PROPERLY FROM THE FIRST DAY OR THE DOWN TIME PUTS US OUT OF PROFITABLE BUSINESS. IF WE DO NOT HAVE TIME TO "DO IT RIGHT" WHEN WILL WE FIND TIME "TO DO IT OVER".
USEFUL INFORMATION:
1 API (AMERICAN PETROLEUM INSTITUTE) STANDARD MINIMUM DISTANCE BETWEEN WELDS IN PIPELINES IS 2.5 TIMES THE DIAMETER OF PIPE;
2 PIPE INSIDE DIAMETER (ID) AND OUTSIDE DIAMETER (OD) STANDARDS: 0.125 INCH TO 12 INCH DIAMETER, SCHEDULE 40 STANDARD PIPE ID IS VERY CLOSE TO AND USUALLY A LITTLE OVER PIPE SIZE AND OD IS PLUS WALL THICKNESS (TIMES 2); 14 INCH TO 42 INCH DIAMETER PIPE IS USUALLY OD; ID IS LESS WALL THICKNESS (TIMES 2);
3 OIL REFINERIES REQUIRE A MINIMUM OF 1 ACRE LAND AREA PER 1,000 BARRELS PER DAY CAPACITY FOR PROCESS EQUIPMENT AND IN AND OUT TANK STORAGE. THIS DOES NOT INCLUDE SAFETY AND SECURITY STRUCTURES LIKE EARTH BANKS OR LEVEES TO CONTAIN TANK LEAKS AND RUPTURES, SINGLE SAFETY FENCING TO KEEP HONEST PEOPLE OUT OF HAZARDOUS AREAS AND MULTI LAYERS OF FENCING, ELECTRONIC AND HUMAN SECURITY TO DETER CRIMINALS AND TERRORIST. PLAN AHEAD.
COMPLETE DETAILS ARE
REQUIRED FOR PARTS SEARCH AND THE REASONS ARE:
1
WE NEED THE TYPE OF MACHINE, BRAND NAME, MODEL NUMBER, SERIES NUMBERS, SPEC
NUMBERS (ALSO KNOWN AS PRODUCTION NUMBER IN SOME BRANDS), SERIAL NUMBERS AND
DESCRIPTION TO GET THE AVAILABILITY AND PRICES OF ANY PART OF ANY ITEM NEW AND
USED. THE MODEL NUMBER, SERIAL NUMBER, SPEC. OR PRODUCTION NUMBER
FOR BOTH THE ITEM AND ALL THE NUMBERS OF THE ITEM, MACHINE OR APPLIANCE IT IS
USED IN. THE REASON THIS IS NECESSARY IS BECAUSE OEM'S (ORIGINAL
EQUIPMENT MANUFACTURES) ARE
REMOVING THE MANUFACTURE'S DATA PLATE AND
ARE PUTTING THERE OWN STOCKING NUMBERS ON PARTS SO THAT OWNERS WANTING REPAIR
PARTS HAVE TO COME BACK TO THE MANUFACTURES SYSTEM TO GET THEM.
NUMBERS ARE CHANGED BY MANY COMPANIES AND
MANY COMPANIES ARE BOUGHT OUT BY OTHER COMPANIES AND THE NUMBERS ON ITEMS NOT
DELETED ARE MERGED INTO THE BIGGER SYSTEM.
THIS HELPS SUPPORT THE DEALER SYSTEM AND THE PARTS STOCKING SYSTEM.
THE PEOPLE IN THE WAREHOUSES CANNOT FIND THINGS WITHOUT HAVING ALL THE NUMBERS AND GENERALLY THE WAREHOUSE PEOPLE OF TODAY HAVE VERY LITTLE MECHANICAL APTITUDE AND/OR ACTUAL EXPERIENCE SO THEY HAVE LITTLE IDEA WHAT MOST PARTS DO. SEVERAL FACTORS THAT HAVE BEEN DEVELOPING IN THE PAST DECADE ARE SHOWING THE FUTURE. THERE IS INCREASINGLY RAPID INNOVATION AND IMPROVEMENT AND WORLD WIDE COMPETITION. SOME PEOPLE CALL THIS PLANNED OBSOLESCENCE BUT THIS IS DIFFERENT. EVEN THE FAMOUS VW BEATLE HAD DIFFERENT IMPROVED OR RESHAPED PARTS IN PROGRESSIVELY NEWER MODELS. THERE ARE DIFFERENCES IN THE SAME MODELS IN THE SAME YEAR. THIS IS WHY THE SERIAL NUMBER IS OFTEN NECESSARY TO GET A REPLACEMENT PART. IT SAVES US ALL TIME AND MONEY IF WE GET ALL THE NUMBERS AND PHOTOS RIGHT FROM THE START. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES. PHOTOS NEEDED GRAPHIC A(115K);
2
IT IS GETTING HARDER TO GET PARTS FOR OLD MACHINERY AND ITEMS OF ALL TYPES OLDER
THAN 1980 EVEN FOR ONE OF THE BEST KNOWN BRANDS WORLD WIDE, THE CATERPILLAR
BRAND. WE HAVE SEEN THIS TREND MOVING TO ONLY 10 YEARS AND LESS PARTS
AVAILABILITY OVER THE NEXT DECADE. THE FUTURE WILL BE "THROW
AWAY" OR "RECYCLE" OR JUST IN TIME PARTS EVEN IN THE FIRST 10
YEARS AFTER MANUFACTURE. WE ARE SEEING AUTOMATED MASS PRODUCTION
CHEAPER THAN REPAIR LABOR AND SPARE PARTS WAREHOUSING COSTS FOR BIGGER
MACHINERY NOT JUST ELECTRONICS AND SMALLER HARD GOODS.
WE HAVE EVEN TRIED A FEW YARDS THAT HAD MANY OLD MACHINES AND THEY WANTED SO MUCH TO TAKE THE PARTS OFF THAT IT WAS NOT WORTH IT ESPECIALLY SINCE THE SAME PARTS ARE USUALLY BAD AND MOST MACHINES OF THE SAME MODELS AND YEARS.
3 MANY PARTS ARE NO LONGER AVAILABLE. THERE ARE JUST TOO MANY DIFFERENT MODELS AND NO ECONOMICALLY EFFICIENT WAY TO STORE PARTS FOR ALL OF THEM SO THE MANUFACTURE'S WAREHOUSING DEPARTMENTS ARE BEING PROMPTED BY THE COMPUTER PROGRAMS, BASED ON "EFFICIENCY" AND "RETURN ON INVESTMENT" STUDIES, TO CLEAR THE SHELVES OF PARTS THAT HAVE NOT MOVED IN SUFFICIENT QUANTITY OVER A VARYING PERIOD OF YEARS. TO DO THIS THEY GENERALLY HAVE "SCRAPERS" COME IN AND CLEAN UP. THERE WAS A GENERALLY FOLLOWED "LAW" THAT A MANUFACTURER HAD TO HAVE PARTS AND REPAIRS OR EXCHANGE FOR AT LEAST 10 YEARS. THIS IS NOT THE CASE WITH MOST MANUFACTURES AROUND THE WORLD NOW. IN THE U.S. THE STANDARD IS FOR 7 YEARS SUPPORT NOW. MANY ITEMS MADE IN CHINA ARE ONE RUN ONLY AND WILL NEVER BE MADE THE SAME.
THE "SCRAPERS" CANNOT AFFORD TO WAREHOUSE EVEN $3,000. CRANK SHAFTS AND OTHER EXPENSIVE MACHINED PARTS THAT MIGHT NOT MOVE FOR MANY YEARS IF EVER SO THE SCRAPERS SELL THEM FOR SCRAP METAL. THE METAL RECYCLERS ARE IN THE SAME SITUATION. EVEN THE BEST MATERIALS CANNOT SURVIVE IN SALABLE CONDITION WITHOUT PROPER CLIMATE CONTROLLED STORAGE AND A SYSTEM TO FIND THEM AGAIN. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES.
4 THE GLOBAL MARKET IS MOVING RAPIDLY TO A "MAKE AS NEEDED PARTS SYSTEM" USING COMPUTER CONTROLLED EQUIPMENT THE SAME AS ABOUT 50% OF THE ORIGINAL EQUIPMENT IS MANUFACTURED NOW. THIS WILL SAVE AN ESTIMATED 50% MINIMUM ON PARTS COST, MAKE IT POSSIBLE TO HAVE PARTS FOR MORE DIFFERENT MACHINES AND ACTUALLY REDUCE THE TIME TO FIND, AND SHIP PARTS WORLD WIDE.
MICROSOFT, WHOM MOST PEOPLE BELIEVE ARE ON THE LEADING EDGE OF CHANGE, PERIODICALLY STOP PROVIDING TECHNICAL SUPPORT FOR THEIR OLDER PRODUCTS. THE POLICY IS TO PROVIDE A MINIMUM OF 5 YEARS OF SUPPORT FOR BUSINESS OPERATING SYSTEMS. CUSTOMERS CAN BUY "EXTENDED SUPPORT" FOR ANOTHER 2 YEARS. MOST OTHER COMPANIES PRODUCING HARD GOODS HAVE OR WILL DO THE SAME IN THE NEAR FUTURE. THIS IS NOT THE 1950'S. THIS IS NOT EVEN THE 1970'S. WE ARE IN THE 21 ST CENTURY. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES.
5 HERE IS SOMETHING WE HAVE LEARNED THAT WILL SAVE ALL OF US TIME. IN THIS DAY AND AGE PHOTO INFORMATION IS ABOUT 10 TIMES AS POWERFUL AS TEXT AND ABOUT 5 TIMES AS POWERFUL AS VOICE COMMUNICATION. PHOTOS ARE INTERNATIONAL LANGUAGE. SEND PHOTOS IF AT ALL POSSIBLE. IF YOU CANNOT FIND THE NUMBERS SEND PHOTOS AND A TEXT DESCRIPTION WITH DIMENSIONS THE BEST THAT YOU CAN. WE HAVE HAD THE EXPERIENCE ON SOME MACHINES THAT DATA PLATES, IDENTITY TAGS AND NUMBERS ARE LOST OR CANNOT BE READ. WHEN YOU SEND PHOTOS WE CAN EMAIL THEM TO OUR NETWORK AND MANY MORE PEOPLE TAKE AN INTEREST AND FIND IT MUCH EASIER TO UNDERSTAND AND FORWARD TO OTHERS IN ATTEMPTS TO FIND PARTS FOR YOU. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES.
6 IN CASE YOU ARE WONDERING THIS IS NOT WORTH DOING FOR ONE OR TWO ORDERS. WE DO THIS TO TRY TO DEVELOP A LONG TERM GOOD WORKING RELATIONSHIP AND TRUST. WE HOPE TO BE ABLE DO OTHER BUSINESS TOGETHER IN THE FUTURE.
7 ALSO SEND SHIPPING INFORMATION INCLUDING ADDRESS WITH ZIP CODES, CONTACT INFORMATION AND PREFERRED METHOD AND CARRIER.
8 MANY MACHINE SHOPS CAN REPAIR OR REMAKE MANY PARTS IF THAT IS ALL THAT IS KEEPING AN OLD MACHINE FROM WORKING. WE HAVE EVEN HAD LOCAL REPRESENTATIVES OF MACHINE TOOL MANUFACTURERS TELL US THAT ON OLD LATHES IT WILL BE CHEAPER AND FASTER FOR THE CUSTOMER TO HAVE THE PART MADE LOCALLY. IT WOULD ALSO TAKE 6 TO 9 MONTHS TO HAVE THE PART MADE BECAUSE OF LEAD TIME AND SHIPPING. ANOTHER SLOW DOWN IS THAT MANUFACTURES WILL MOST OFTEN NOT SHIP DIRECT SO PARTS HAVE TO GO THROUGH THE NEAREST DISTRIBUTOR THEN THEY CAN BE EXPORT SHIPPED. SEND PHOTOS FOR REASONABLE LOCATION AND ESTIMATES.
9 YOU ARE CORRECT. PHOTOS ARE NECESSARY. SEND PHOTOS. WITHOUT PHOTOS WE BOTH WASTE TIME. YOU DO NOT BELIEVE HOW HARD AND TIME WASTING IT IS TO GET EVEN NEW PARTS WITHOUT PHOTOS.
10 IF YOU FIND ANY SOURCES WOULD YOU PLEASE LET US KNOW AND WE WILL MARKET COPIES OF MANUALS AND SURPLUS AND SALVAGE PARTS WITH YOU.
AVERAGE WEIGHT OF MATERIAL PER YARD DIGGING COMPACTED FILL DIRT, SAND AND GRAVEL: 2700 LBS PER (1225 KG) CUBIC YARD, PER CUBIC FOOT 100 LBS (45.36 KG); WET MATERIAL + 20% (3,240 LBS), ROCK AND ORES WILL USUALLY BE 30 TO 80% HEAVIER (3,500 TO 4,900 LBS) (1,588 TO 2,223 KG);
NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.1.
60,000 BPD (BARRELS PER DAY) OIL REFINERY, CRUDE UNIT; 27,000 BPD UHE* BREAKER; 11,000 BPD VACUUM; 11,000 BPD HYDRO TREATER; 2- 5500 BPD KEROSENE* AND DISTILLATE*; OTHER MISCELLANEOUS COMPONENTS AND SPARES; TUNED 1994; WAS CLEANED AND MOTHBALLED; PLANS TO CONVERT TO ALCOHOL DISTILLERY; REFINERY SPECIALISTS ESTIMATE IT WILL COST ABOUT $35,000,000. TO MARK, TAKE DOWN AND LOAD OUT THE REFINERY; WILL COST ABOUT 20 MILLION TO SHIP; WILL COST ABOUT $100 TO $150,000,000. TO SET UP AND HAVE RUNNING; WILL COST ABOUT $100,000,000. CRUDE STOCK AND OPERATING CAPITAL TO BE IN PROFITABLE OPERATION WITH CONTINGENCIES; THIS IS A TOTAL OF ABOUT $400,000,000. TO HANDLE A REFINERY THIS SIZE; MUST BE MOVED FOR NON COMPETE REASONS; $8,000,000.; PHOTO A(40K); PANAMA; JM-BN-BT-CJ-VW-NVNELL ALSO 2.15.63. UPDATED 20040604 DETAILS AND CURRENT PRICE; NO LONGER AVAILABLE; LEFT FOR REFERENCE;ALL THE REFINERIES HAVE TO BE MOVED FROM WHERE THEY ARE LOCATED FOR NON COMPETE REASONS. THE TANK FARMS USUALLY STAY WHERE THEY ARE BUT TANKS ARE CHEAPER TO BUILD SO THE COST OF GAS FREEING THEM, CUTTING THEM DOWN AND PUTTING THEM BACK TOGETHER WOULD BE ABOUT THE SAME OR LESS THAN NEW BUILD ANYWAY. THE TANK BUILDING IS A SMALL PERCENTAGE OF THE COST AND TIME OF THE REFINERY SET UP. THE REFINERY EQUIPMENT IS MUCH MORE EXPENSIVE, HAS LONG LEAD TIMES FOR NEW EQUIPMENT AND HAS EXPENSIVE PRESSURE TEST REQUIREMENTS.
WE CAN PROVIDE POWER TURBINE GENERATOR SETS FOR ALL YOUR PROJECTS.
15.9.2. 100,000 BPD OIL REFINERY FOR SALE; THIS OIL REFINERY AND AROMATICS PROCESSING PLANT IS FULLY OPERATIONAL AND ACTUALLY PRODUCING 100,000 BARRELS PER DAY. THE PLANT IS FOR SALE AS A COMPLETE PLANT AND THE SELLER DOES NOT WANT TO SELL COMPONENTS OR PARTS; THE BUYER WILL HAVE TO DISMANTLE THE COMPLETE REFINERY DESCRIBED BELOW AT BUYER’S EXPENSE AND PAY FOR THE TRANSPORTATION FROM ACTUAL SITE TO BUYER’S SITE. THE BUYER WILL HAVE TO DISMANTLE THE EXISTING PLANT ACCORDING TO ENVIRONMENTAL LAWS OF THE COUNTRY WHERE THE REFINERY IS LOCATED.
DETAILS PERTAINING TO THE REFINERY AND AROMATICS PROCESS PLANT ARE OBTAINED FROM SOURCES DEEMED RELIABLE; HOWEVER WE CANNOT GUARANTEE THEIR COMPLETE ACCURACY TO OUR HIGHER STANDARD AT THIS TIME. WE WILL HELP BUYER VERIFY THE ACCURACY OF THE INFORMATION AND PHOTO RECORD ABOUT THE ITEMS TO BE PURCHASED. UPDATED 20040506 SALE PENDING; NO LONGER AVAILABLE; LEFT FOR REFERENCE;
PRODUCTION CAPACITIES OF THE PLANT.
- ATMOSPHERIC CRUDE DISTILLATION………………………………………………100,000 BPD
- VACUUM CRUDE DISTILLATION…………………………………………………… 30,000 BPD
- C5 SPLITTER……………………………………………………………………………….* BPD
- VISBREAKER………………………………………………………………………………..8,700 BPD
- THERMAL CATALYTIC CRACKING…………………………………………………….20,000 BPD
- CATALYTIC REFORMING
- REFORMER #1 (GAS PLANT EXPANSION 1986)…………………………………..13,000 BPD
- CATALYTIC DESULPHURIZATION……………………………………………………..15,000 BPD
- C3 AND C4 SPLITTER………………………………………………………………….* BPD
- MEROX TREATMENT…………………………………………………………………….12,000 BPD
- ASPHALT BLENDING………………………………………………………………………4,000 BPD
- SULPHUR RECOVERY……………………………………………………………………......70 TPD
- FEED PREPARATION UNIT FOR REFORMERS……………………………………..28,000 BPD
- ALKYLATION’S UNIT………………………………………………………………………3,800 BPD
3- AROMATICS PROCESS PLANT
- BENZENE - TOLUENE - XYLENES SUPER FRACTIONATION; -TOLUENE DISPROPORTIONATION UNIT; - UDEX EXTRACTION UNIT; - L.P. REFORMER # 2 ;
4- OTHER ASSOCIATED PLANT SYSTEMS
- CYCLO HEXANE; - WASTE WATER TREATMENT PLANT; -STORAGE TANKS; -PACKAGE BOILERS; -ANCILLARY EQUIPMENT; -GENERATORS / TRANSFORMERS; - SPARE PARTS; - WORKSHOP EQUIPMENTS; - MOBILE PLANT;
2) THE 100,000 BPD OIL REFINERY DESCRIPTION
A) ATMOSPHERIC CRUDE DISTILLATION UNIT (100,000 BPD) REVAMPED IN 1981.
-FRACTIONING SECTION; -TWO TRAINS OF FEED / EFFLUENT EXCHANGERS; -TWO DESALTERS, FOUR FEED / EFFLUENT EXCHANGERS; -TWO EFFLUENT COOLERS; -TWO PREHEATING FURNACES; -ATMOSPHERIC TOWER DISTILLATION COLUMN 6.1m DIA. X 40.2m HIGH; -OVERHEAD COOLER; -REFLUX COOLER AND DRUM; -KEROSENE , LIGHT AND HEAVY GAS OIL STRIPERS; -KEROSENE LIGHT GAS OIL EFFLUENT EXCHANGERS AND COOLERS; -RESIDUE AND HEAVY GAS OIL COOLERS ; -STABILIZATION AND GAS SECTION; -TWO FEED / EFFLUENT EXCHANGERS; -STABILIZER TOWER 2.9 METERS DIAMETER BY 42.7 METERS HIGH; -TWO NAPHTHA COOLERS; OVERHEAD CONDENSERS AND DRUM LPG COOLER; -TWO STAGES RECIPROCATING COMPRESSORS AND FIVE DRUMS;
B) VACUUM CRUDE DISTILLATION UNIT (30,000 BPD) INSTALLED IN 1989
-NEW VACUUM CRUDE DISTILLATION; -NEW VACUUM FLASH TOWER; -VACUUM TOWER 4.4m DIA. X 21.2m HIGH; -FOUR OVERHEAD CONDENSERS AND DRUM; -TWO OVERHEAD REFLUX AIR COOLERS; -SIX EXCHANGERS;
C) C5 SPLITTER
-FRACTIONATOR TOWER OVERHEAD COOLERS AND DRUMS; -SURGE TANK; -FEED / EFFLUENT EXCHANGER; -BOTTOM REBOILERS ISOPENTANE AND NORMAL PENTANE COOLERS;
D) VISBREAKER (8,700 BPD) INSTALLED IN 1986
-ONE TRAIN OF FEED; -VACUUM AND FRACTIONATOR BOTTOM EXCHANGERS; -THREE STEAM GENERATORS; -PRE HEATING FURNACES; -VACUUM TOWER OVERHEAD CONDENSERS; -DRUM BOTTOM COOLER; -FRACTIONATING TOWER OVERHEAD AIR COOLER DRUM; -GAS OIL STRIPPER AND COOLER; -TWO HEAVY VACUUM GAS OIL; -TWO LIGHT VACUUM GAS OIL COOLERS; -DECOKING DRUM AND DRY GAS TANK; -TWO AIR COMPRESSOR DRYERS AND ACCUMULATORS;
E) THERMAL CATALYTIC CRACKING UNIT (20,000 BPD)
1-FEED PREPARATION SECTION REVAMPED IN 1985
-ONE TRAIN RESIDUE FEED / EFFLUENT EXCHANGERS; -ONE TRAIN HEAVY GAS OIL FEED / EFFLUENT EXCHANGER; -RESIDUE AND HEAVY GAS OIL HEATING FURNACE; -TAR SEPARATION 3.3m DIA. X 6.6m HIGH; -VACUUM TOWER 5.4m DIA. X 24.7m HIGH , OVERHEAD CONDENSERS; -REFLUX AND LIGHT VACUUM GAS OIL COOLER; -VACUUM OVER FLASH LIGHT AND HEAVY VACUUM GAS OIL DRUMS; -VACUUM FILTERS BOTTOM EXCHANGER AND COOLERS;
2- CATALYTIC SECTION REVAMPED IN 1989
-REACTOR 4.9m DIA. X 18m HIGH; -SEPARATOR SURGE DRUM 3.0m DIA. X 13.5m HIGH; -CATALYST HOT STORAGE TANK 9.9m DIA. X 13.8m HIGH; -CATALYST REGENERATION; -AIR COMBUSTION AIR LIFT FURNACES; -CO BOILER (1983);
3- FRACTIONING SECTION
-SYNTHETIC TOWER 4m DIA. X 20m HIGH WITH OVERHEAD CONDENSERS; -DRUM AIR COOLERS; -SYNTHETIC TOWER BOTTOM STEAM GENERATOR AND COOLER; -FINE SEPARATORS REFLUX EXCHANGER LEAN OIL; STRIPPERS;
4- GAS SECTION
-TWO STAGES RECIPROCATING COMPRESSOR , TURBINE AND CONDENSER; -STAGE 1 AND 2 KO DRUM AIR COOLERS , COOLERS AND ACCUMULATORS; -PRE-ABSORBER TOWER 2.4m DIA. X 17.7m HIGH; -ABSORBER TOWER 0.95m DIA. X 19.5 HIGH AIR COOLERS AND COOLERS; -DE-ETHANIZER TOWER 1.7m DIA. X 20.4m HIGH; -OVERHEAD CONDENSER DRUM SEPARATOR AND BOTTOM REBOILER; -DEBUTANIZER TOWER 1.5m DIA. X 29.7m HIGH; -OVERHEAD CONDENSER AND DRUM DEBUTANIZER BOTTOM REBOILER; -EXCHANGER AND COOLERS; -FRACTIONATOR TOWER 1.1m DIA. X 21.4m HIGH; -OVERHEAD CONDENSER AND DRUM FRACTIONATOR; -BOTTOM REBOILER COOLERS AND REFLUX COOLERS;
5- ETHYLATE SECTION
-FRACTION TOWER 1.1m DIA. X 17.4m HIGH; -OVERHEAD CONDENSER AND DRUM BOTTOM REBOILER; -WATER SEPARATOR;
F) CATALYTIC REFORMER (13,000 BPD)
-PREHEATING SECTION; -ONE TRAIN REACTOR FEED / EFFLUENT EXCHANGERS; -PRE-HEATING FURNACE; -REACTOR 1.6m DIA. X 9.8 HIGH; -REACTOR EFFLUENT COOLERS AND AIR COOLERS; -HIGH TEMPERATURE SEPARATOR; -STABILIZER TOWER 2.8m DIA. X 37.6m HIGH; -FEED BOTTOM EXCHANGER, OVERHEAD AIR COOLERS, COOLER AND DRUM; -STABILIZER BOTTOM REBOILER FURNACE; -ABSORBER TOWER 1.8m DIA. X 24.9m HIGH; -OVERHEAD CONDENSER AND DRUM;
G) REFORMER SECTION WITH GAS PLANT REVAMPED IN 1986
-ONE TRAIN REACTOR FEED / EFFLUENT EXCHANGERS; -REACTOR FEED PREHEATING FURNACES (3 OFF) AND REBOILER; -THREE REACTORS, EACH 3.8m X 5.3m HIGH; -EFFLUENT COOLERS; -HIGH PRESSURE SEPARATOR; -STABILIZER TOWER 1.8m DIA. X 20.2m HIGH FEED AND BOTTOM EXCHANGER; -BOTTOM REBOILER AND COOLER AND DRUMS;
H) MEROX TREATMENT INSTALLED IN 1982
1-KEROSENE MEROX UNIT (12,000 BPD)
-ELECTROPRECIPITATOR; -TWO MEROX REACTORS CAUSTIC SETTLER; -WATER WASH , SALT AND CLAY FILTERS , KO AND SEAL DRUMS; -TANKS FOR MEROX CATALYST MIXING ACELIC ACID ANTIOXYDANT SOLUTION; -KERO FEED HEATER AND COOLER; -TWO AIR COMPRESSORS; -AIR ACCUMULATOR , AIR COOLERS AND MIXERS;
2-LPG MEROX AND WASHING UNITS
-CRUDE FLOW; -EXTRACTOR TOWER 1.4m DIA. X 25.7m HIGH; -CAUSTIC SETTLER AND SAND FILTER DRUM; -NAPHTHA WASHING SEPARATOR;
3-REFORMER FLOW
-CONTACT TOWER 0.85m DIA. X 9.0 m HIGH; -CAUSTIC AND WATER SETTLING DRUMS;
4-TCC FLOW
-EXTRACTOR TOWER 1.39m DIA. X 15.1m HIGH; -OVERHEAD SEPARATOR DRUM AND FILTER; -CAUSTIC ACCUMULATOR; -OXIDIZER DRUM; -DESULPHUR SEPARATOR; -EXHAUSTED AIR SEPARATOR; -AIR ACCUMULATOR AND AIR COMPRESSOR;
H) CATALYTIC DESULPHURRISATION UNIT (15,000 BPD) REVAMPED IN 1986
-DEREACTOR TOWER 1.9m DIA. X 15.8m HIGH; -TWO REACTORS 2.1m DIA. X 9m AND 10.7m HIGH; -STRIPPER TOWER 1.8m DIA. X 24.2m HIGH; -HIGH TEMPERATURE AND LOW PRESSURE SEPARATOR' -STRIPPER AND OVERHEAD DRUM; -ONE FEED / EFFLUENT EXCHANGER; -ONE FEED / STRIPPER BOTTOM REACTOR EFFLUENT EXCHANGER; -HYDROGEN RECIRCULATION / REACTOR EFFLUENT EXCHANGER; -HIGH PRESSURE OVERHEAD AND LOW PRESSURE BOTTOM COOLERS; -STEAM GENERATOR STRIPPERS OVERHEAD; -BOTTOM CONDENSERS AND COOLERS;
J) ASPHALT BLENDING (4,000 BPD) ;
-TWO FLASH DRUMS
-THREE ASPHALT HEATERS
-INSTRUMENT AIR ACCUMULATOR
K) SULPHUR RECOVERY UNIT (70 TPD) INSTALLED IN 1980
1-AMINE SECTION
-GAS ABSORBER TOWER 2.4m DIA. X 22.4m HIGH; -AMINE REGENERATION TOWER 1.8m DIA. X 22.3m HIGH; -TWO LPG ABSORBERS 0.93m DIA. X 15m HIGH; -TWO FEED SEPARATORS OVERHEAD DRUM; -STEAM CONDENSATE CONTROL AND SEPARATE DRUMS; -FRESH AND DILUTED AMINE TANKS AND FILTERS; -TWO OVERHEAD AIR COOLERS FEED BOTTOM EXCHANGERS; -BOTTOM REBOILERS;
2- SULPHUR SECTION
-AMINE SEPARATOR 3 STAGES CONVERTER STEAM CONDENSATE SEPARATORS; -BLOW DOWN DRUM; -LIQUID GAS SEPARATOR AND AMINE FILTERS; -LIQUID SULPHUR TANK AND HEATERS; -FOUR STAGES CONDENSERS; -THREE STAGE FEED CONVERTER HEATERS FOR STEAM CONDENSATE; -AIR CONDENSER; -REACTION FURNACE; -STEAM BOILER; -FUME OXIDATOR; -TANK; -AIR BLOWERS;
L) ALKYLATION UNIT (3,800 BPD)
-PREPARATION SECTION; -FEED PREHEATER; -DEPROPANISER TOWER 1m DIA. X 20.1m HIGH; -OVERHEAD CONDENSERS AND DRUMS; -STEAM REBOILER; -DEISOBUTANIZER TOWER 1.6m DIA. X 20.1m HIGH; -OVERHEAD CONDENSERS AND DRUMS; -STEAM REBOILER AND COOLER;
M) FEED PREPARATION UNIT FOR REFORMERS (28,000 BPD)
1-NAPHTHA SPLITTER SECTION
-NAPHTHA SPLITTER TOWER 3.3m DIA X 33.9m HIGH; -OVERHEAD AIR COOLERS , DRUM AND COOLER; -FEED BOTTOM AND OVERHEAD EXCHANGERS; -TWO BOTTOM AIR COOLERS; -BOTTOM REBOILER FURNACE;
2-DEPENTANISER SECTION
-DEPENTANIZER SPLITTER TOWER 2.2m DIA. X 28m HIGH; -OVERHEAD COOLERS,DRUM AND COOLER; -TWO BOTTOM AIR COOLERS; -DRY GAS TANK; -BOTTOM REBOILER FURNACE;
3- REFORMATE SPLITTER SECTION
-REFORMATE SPLITTER TOWER 2.6m DIA. X 32.6m HIGH; -OVERHEAD COOLER, DRUMS AND SEVEN COOLERS; -TWO BOTTOM AIR COOLERS; -BOTTOM REBOILER FURNACE;
4- ACID SECTION (HF)
-FEED DRYERS; -REGENERATION HEATER AND CONDENSER; -ACID SETTLING TANK , STORAGE DRUMS AND COOLER; -RE-RUN COLUMN VAPORIZER , HEATER AND RE-CYCLE COOLER; -MAIN FRACTION TOWER 3.0m DIA. X 51.1m HIGH; -EXCHANGERS STRIPPER CONDENSERS AND DRUMS; -FRACTION REBOILER; -PROPANE STRIPPER; -DEFLOURINATORS; -CAUSTIC TREATERS AND CONDENSERS; -ALKYLATE COOLER; -ACID RELIEF NEUTRALIZER'
3- AROMATICS PROCESS PLANT
A)TOLUENE DISPROPORTIONATION UNIT (TDP)
-FEED DRYERS; -THREE TRAINS OF FEED EFFLUENT EXCHANGERS; -HEATING FURNACE 4.7 MMK CAL./HOUR; -REACTOR 2.3m DIA. X 19.4m HIGH; -EFFLUENT CONDENSER, SEPARATOR DRUM AND COOLER; -STABILIZING TOWER 1.1m DIA. X 19.4m HIGH; -STABILIZER OVERHEAD CONDENSER AND RECEIVER; -STABILIZER REBOILER; -RECYCLE GAS COMPRESSOR (2 OFF); -GAS RECYCLE GAS DRYERS;
B)BENZENE-TOLUENE-XYLENES SUPERFRACTION UNIT (BTX)
-FEED EXCHANGERS; BENZENE TOWERS (12 OFF) 3.4 TO 3.8m X 57.9m HIGH; -TOLUENE TOWERS (13 OFF) 3.3 TO 3.5m X 57.6m HIGH; -BENZENE HEATING FURNACE 10.0 MMK CAL./HOUR; -TOLUENE HEATING FURNACE 15.6 MMK CAL./HOUR; -OX-XYLENE TOWER 1.5m DIA. X 37.2m HIGH; -BENZENE OVERHEAD RECEIVERS, CONDENSERS AND COOLERS; -TOLUENE OVERHEAD RECEIVERS, CONDENSERS AND COOLERS; -XYLENES COOLERS; -AROMATICS TOWERS 1.5m DIA. X 37.2m HIGH; -REBOILERS (2 OFF) CONDENSERS AND RECEIVERS;
C) UDEX EXTRACTION UNIT
-FEED EXCHANGERS; -COOLERS , CONDENSERS AND REBOILERS; -EXTRACTOR TOWER 3.4m DIA. X 31m HIGH; -STRIPPER COLUMN 3.2m DIA. X 46.5m HIGH; -TOWER 2.6m DIA. X 9,8m HIGH
D) CYCLOHEXANE UNIT
-PRIMARY REACTOR 1.8m DIA. X 13.7m HIGH; FINISHING REACTOR 1.0m DIA. X 18.0m HIGH; STABILIZER TOWER 1.0m DIA. X 18.0m HIGH; COOLERS , CONDENSERS AND EXCHANGERS; FEED GAS AND H2 BOOSTER COMPRESSORS; DRUMS AND SEPARATORS;
E) L. P. REFORMER (REFORMER # 2) (REFORMER SECTION)
-FEDD EXCHANGERS; THREE PREHEATING FURNACES; THREE REACTORS 3.8m DIA; STRIPPER COLUMN 2m DIA. X 31.0m HIGH; DEBUTANISER TOWER 1.7m DIA. X 22.6m HIGH; RECYCLE GAS COMPRESSOR , AIR COOLERS ,CONDENSERS AND RECEIVERS
F) DESULPHURISATION SECTION (HYDROTREATER)
-FEED EXCHANGERS; CHARGE HEATER AND REACTOR; STABILIZING COLUMN; MAKE UP AND RECYCLE GAS COMPRESOR; CONDENSERS AND RECEIVERS;
4) OTHER ACCESSORY PLANT SYSTEMS
A) AROMATICS WASTE WATER TREATMENT PLANT ( 60 CUBIC METERS /HOUR); B) BOILER FEED WATER PLANT; C) DEMINERALISATION UNIT ( 200 CUBIC METERS /HOUR); D) STORAGE TANKS; E) AROMATICS PRODUCT STORAGE TANKS (FIXED ROOF); VARIOUS SIZES FROM 760 CUBIC METERS TO 4000 CUBIC METERS; PENTANE AND LPG SPHERES; F) ANCILLARY EQUIPMENT; G) GENERATORS , TRANSFORMERS. SPARE PARTS , WORK SHOP EQUIPMENTS; H) COMPRESSORS AND MOBILE PLANT; I) PACKAGE BOILERS
PRICE : $34,500,000. ; AS IS WHERE IS. NO LONGER AVAILABLE; LEFT FOR REFERENCE;
TERMS & CONDITIONS:
- 15% IN ESCROW WITH THE OFFER PLUS TRAVELING EXPENSES OF BROKER PAID ($40,000 US APPROX.)
- BALANCE AT THE ACCEPTANCE
- DISMANTLING AND TRANSPORTATION OF EQUIPMENTS AT THE BUYER’S EXPENSE.
- DISMANTLING AND TRANSPORTATION TO BE DONE ACCORDING TO ENVIRONMENTAL LAWS OF THE COUNTRY WHERE THE REFINERY IS IN OPERATION.
- THERE ARE NO GUARANTEES ON ANY EQUIPMENT LISTED.
- DETAILS PERTAINING TO THE ABOVE REFINERY AND AROMATICS PROCESS PLANT ARE OBTAINED FROM SOURCES DEEMED RELIABLE; HOWEVER WE CANNOT GUARANTEE THEIR COMPLETE ACCURACY TO OUR HIGHER STANDARD AT THIS TIME.
- WE WILL HELP BUYER VERIFY THE ACCURACY OF THE TEXT AND PHOTO INFORMATION ABOUT THE ITEMS TO BE PURCHASED. NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.4. PIPE LEAK REPAIR AND COUPLING CLAMP; ALL STAINLESS STEEL; NEW; FOR 10 INCH ID (INSIDE DIAMETER) SIZE, OD (OUTSIDE DIAMETER) RANGE 10.64 TO 11.04; POWERSEAL BRAND; 16 INCHES HIGH; FOUR 0.625 (5/8) INCH BOLTS MAKE SEAL; SPECIAL HIGH QUALITY RUBBER SEAL MATERIAL FOR SALTWATER SOLUTION AND MILD ACID; WEIGHT 20 LBS; SHIPPING DIMENSIONS 20 INCHES LONG BY 17 INCHES WIDE BY 17 INCHES TALL; HAVE 18 EACH; $80.; PHOTO C(40K); LOUISIANA; RS-VW-IILOLV ALSO 16.16.10. NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.5. PVC FITTINGS, MISCELLANEOUS SIZES AND QUANTITIES; TO 10 INCHES; SURPLUS; $*; PHOTO A(40K); PHOTO B(40K); PHOTO C(40K); PHOTO D(40K); LOUISIANA; FR-VW-NNNVLV ALSO 16.16.11 NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.9. 24 INCH STEEL PIPE; 0.3125 WALL; API -5L GRADE B, 2200 PSI MAXIMUM PRESSURE ORIGINAL RATING; AVERAGE 40 TO 45 FOOT LENGTHS (WAS CUT SO WELDS WOULD BE API, AMERICAN PETROLEUM INSTITUTE, STANDARD MINIMUM DISTANCE BETWEEN WELDS IN PIPELINES IS 2.5 TIMES THE DIAMETER OF PIPE); USED OIL AND GAS PIPE LINE; CLEANED INSIDE AND OUT, BEVELED; UNPAINTED; HAVE ABOUT 100,000* FEET; $16.00 A FOOT FOB HOUSTON, TEXAS, 30,000 FEET MINIMUM; CAN LEAVE IN STORAGE 3 TO 5 MONTHS AFTER PURCHASE; UNLOADING AND WAREHOUSING AT DOCK NOT INCLUDED (WILL REQUIRE WAREHOUSING BECAUSE IT WILL TAKE SEVERAL DAYS TO MOVE 40,000 FEET TO DOCK AND LOADING ON SHIP IS IN ONE DAY OR LESS); ABOUT 510 FEET PER TRUCK LOAD, 12 JOINTS AVERAGING 42.5 FEET EACH (APPROXIMATELY 79 LOADS FOR 40,000 FEET); ABOUT 40,800 LBS PER LOAD; 12.75 LBS PER SQUARE FOOT, 80 LBS PER FOOT OF PIPE; MH-VW-NVNINA ALSO 16.16.10; NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.11. FLOATING RUBBER BULK OIL TRANSFER HOSES; SINGLE BUOY MOORING SYSTEM TANKER TRANSFER OIL HOSES; MANUFACTURED BY BRIDGESTONE 1995*; 12, 16, 20 AND 24 INCH DIAMETERS; GOOD FLANGED ENDS; 40 FOOT SECTIONS IN STORAGE CRADLES*; MAINLINE, TAIL AND BARBELL TYPES; ABOUT 25% ARE NEW, NEVER USED; 75% WERE USED UNTIL A CHANGE IN TECHNOLOGY OF THE TRANSFER SYSTEM, GOOD, INSPECTED AND RECENTLY RANDOMLY PRESSURE TESTED TO OPERATING PRESSURE OF 225 PSI BY HALIBURTON; HAVE THE PAPER WORK; ARE USEABLE FOR OIL TRANSFER AND MANY OTHER USES LIKE DREDGE HOSES, TEMPORARY PIPE LINES, SPILL RECOVERY HOSES, PRODUCTION JUMPERS DURING REPAIRS;
LESS THAN 20% OF NEW COST; WEIGHT AVERAGES APPROXIMATELY 2.5* TONS (2,268* KG) EACH; HAVE 36 EACH 12 INCH, 1,440 FEET, 13% OF TOTAL; HAVE 28 EACH 16 INCH, 1,120 FEET, 11% OF TOTAL; HAVE 12 EACH 20 INCH, 480 *FEET, 4% OF TOTAL; HAVE 192 EACH 24 INCH, 7,680* FEET, 72% OF TOTAL; TOTAL OF 268 SECTIONS OF HOSE, 10,720 FEET, REPLACEMENT COST ON 24 INCH IS ABOUT $65,000. EACH SECTION, EQUALS $12,480,000. IN 24 INCH ALONE; CHEAP AT TWICE THE PRICE; $1,800,000. FOR ALL; MIGHT SELL PART AT HIGHER RATE; U.A.E.; SH-VW-NVLOLT NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.13. 115,000 BPD (BARRELS PER DAY) REFINERY; CRUDE UNIT; CAPACITY 115 THOUSAND BARRELS PER DAY; DATE BUILT 1967; REVAMPED 1976, 1984, 1990, 1995; EFFICIENCY 12.5 BARRELS OF FUEL EQUIVALENT PER THOUSAND BARRELS PER DAY; OPERATING COSTS LESS THAN $1.00 PER BARREL; $52,000,000. EUROPE; BT-JM-BN-SN-VW-NENMNA UPDATE 20060617 OPERATING COST ESTIMATE WOULD BE ABOUT $1.45 PER BARREL NOW; NO LONGER AVAILABLE; LEFT FOR REFERENCE;
THE REFINERY IS IN EXCELLENT CONDITION, HAVING HAD A TOTAL MAINTENANCE TURNAROUND IN 1995 AND CONTINUED INVESTMENT IN LATTER YEARS IT WAS ABLE TO MEET ALL EXISTING AND PROPOSED FUELS QUALITY REQUIREMENTS FOR EUROPE AND THE USA PAST THE MILLENNIUM. THE REFINERY IS UNDER NITROGEN BLANKET* (IT HAS BEEN STORED SO IT SHOULD NOT DETERIORATE DURING DISUSE); NO LONGER AVAILABLE; LEFT FOR REFERENCE;
ALL THE REFINERIES HAVE TO BE MOVED FROM WHERE THEY ARE LOCATED FOR NON COMPETE REASONS. WE HAVE ALSO LEARNED THAT THE TANK FARMS USUALLY STAY WHERE THEY ARE BUT TANKS ARE CHEAPER TO BUILD SO THE COST OF GAS FREEING THEM, CUTTING THEM DOWN AND PUTTING THEM BACK TOGETHER WOULD BE ABOUT THE SAME AS NEW BUILD ANYWAY. THE TANK BUILDING IS A SMALL PERCENTAGE OF THE COST AND TIME OF THE REFINERY SET UP.
DESCRIPTION: THE CRUDE UNIT (PLANT 1) IS A SINGLE TRAIN ATMOSPHERIC DISTILLATION UNIT CONSISTING OF: DESALTER - WITH UPDATED DISTRIBUTOR AND GRIDS (250 PSIG, 500F); EFFICIENT HEAT EXCHANGE - 27 SHELL AND TUBE HEAT EXCHANGERS (PARTIALLY BENEFITING FROM ANTI-FOULANT PROGRAM), 3 STEAM RAISERS AND 19 AIR COOLERS; FURNACE - HORIZONTAL TWIN CABIN CAPABLE OF MIXED FUEL FIRING WITH AIR PRE-HEAT; CRUDE COLUMN - 19 FEET 6 INCH. DIAMETER BY 135 FEET, 37 TRAYS WITH THREE SIDE DRAW STEAM STRIPPERS (62 PSIG, 775F); LGO VACUM DRYER - 28 THOUSAND BARRELS PER DAY 20 FEET BY 6 FEET (84 PSIG, 500F); KEROSENE CAUSTIC WASH - 30 THOUSAND BARRELS PER DAY ELECTROSTATIC PHASE SEPARATION FOLLOWED BY WATER WASH, FILTRATION/COALESCER, SALT DRYER AND CLAY TREATERS; ANALYZERS MONITORING NAPHTHA ASTM 90%, KEROSENE ASTM 90%, LGO CLOUD POINT.
THE CRUDE UNIT TAKES FEED FROM TANKAGE AND SEPARATES IT INTO OVERHEAD NAPHTHA, KEROSENE, LGO, HGO AND ATB. THE UNIT HAS INBUILT FLEXIBILITY TO OPTIMALLY PROCESS A VARIETY OF CRUDE BLENDS INCLUDING SWEET WAXY BEATRICE, THROUGH BRENT, FLOTTA, KIRKUK TO ESCRAVOS AND PENNINGTON.
TYPICAL OPERATING CONDITIONS: COLUMN INLET TEMPERATURE 710 F, OVERHEAD PRESSURE 30 PSIG.-------
VACUUM UNIT
CAPACITY 42,000 BPD; DATE BUILT 1981; REVAMPED 1995; EFFICIENCY 14 BARREL OF FUEL EQUIVALENT PER THOUSAND BARRELS PER DAY;
DESCRIPTION: THE VACUUM DISTILLATION UNIT (PLANT 2) IS A SINGLE TRAIN STAND ALONE UNIT THAT PRODUCES VGO AND FUEL OIL FROM ATB. THE PLANT WAS REVAMPED IN 1995 TO LIFT CAPACITY FROM ORIGINAL DESIGN OF 40,000 BPD TO 50,000 BPD. ALL REQUIRED MODIFICATIONS WERE INSTALLED EXCEPT AND ADDITIONAL FEED PREHEAT FURNACE AND LARGER CAPACITY FEED PUMPS.
VACUUM COLUMN 34 FEET DIAMETER; THREE STAGE STEAM EJECTOR; STRUCTURED PACKING IN WASH ZONE BED; EFFICIENT HEAT EXCHANGE; TWENTY FIVE SHELL AND TUBE EXCHANGERS; TWELVE STEAM RAISERS; SIX AIR COOLERS; FURNACE IS A TWIN HORIZONTAL CABIN DESIGN CAPABLE OF MIXED FUEL FIRING WITH AIR PREHEAT; SOUR WATER STRIPPER (POOR MECHANICAL INTEGRITY DUE TO CORROSION).
THE VDU IS DESIGNED TO RECEIVE ATB FEED FROM THE CRUDE UNIT OR FROM TANKAGE (AT DECREASED CAPACITY) AND IS A NET EXPORTER OF STEAM.
TYPICAL OPERATIONS ARE: FURNACE OUTLET TEMPERATURE 760 F; FLASH ZONE PRESSURE 25 MM HG ABSOLUTE; TOWER OVERHEAD PRESSURE 9 MM HG ABSOLUTE; FCC FEED/VAC RESIDUE TBP CUT POINT OF 1094 F AT 39 THOUSAND BARRELS PER DAY.----
DISTILLATE HYDROTREATER UNIT (1)
CAPACITY 11,000 BPD; DATE BUILT 1967; REVAMPED 1995; EFFICIENCY 15 BARRELS OF FUEL OIL EQUIVALENT/THOUSAND BARRELS OF FEED.
DESCRIPTION: DESIGNED IN 1967 USING GULFINER TECHNOLOGY, THIS UNIT (PLANT 4) IS SUITABLE FOR REMOVING SULPHUR FROM KEROSENE, GAS OIL OR LCGO. BASED ON IT'S DESIGN HAVING A WET PRODUCT STRIPPER, IT RECEIVED A MINOR REVAMP IN 1995 TO IMPROVE PRODUCT DRYING BY INCLUSION OF ADDITIONAL PRODUCT COOLING, FILTER/COALESCERS AND A LARGE SALT DRIER.
REACTOR 5 FEET 6 DIAMETER BY 17 FEET (DESIGN: 790 PSIG AT 800F); NINE SHELL AND TUBE HEAT EXCHANGERS; TEN AIR COOLERS; TWO FURNACES - GAS FIRED; THREE RECIPROCATING COMPRESSORS FOR HYDROGEN RECYCLE; TWO RECIPROCATING COMPRESSORS FOR OFF-GAS.
THIS UNIT WAS DESIGNED TO TAKE FEED EITHER DIRECTLY FROM THE CRUDE UNIT OR FROM TANKAGE.
TYPICAL OPERATING CONDITIONS WERE: TEMPERATURE AT REACTOR INLET 620 F; PRESSURE AT REACTOR INLET 600 PSIG.--------------
NAPHTHA HYDROTREATER
CAPACITY 38,000 BPD; DATE BUILT 1967; REVAMPED 1990; EFFICIENCY 5 BARRELS OF FUEL OIL EQUIVALENT/THOUSAND BARRELS OF FEED.
DESCRIPTION: DESIGNED IN 1967 USING GULFINER TECHNOLOGY, THIS UNIT (PLANT 6) WAS USED FOR REMOVING SULPHUR FROM ALL CRUDE UNIT OVERHEAD NAPHTHA AND GASES PRIOR TO SEPARATION INTO LPG, ISOMERISATION UNIT FEED AND REFORMER FEED IN THE DOWNSTREAM GAS PLANT. THE UNIT WAS REVAMPED FIRST TO ACCEPT FCC NAPHTHA HEART-CUT (IN 1986) AND SUBSEQUENTLY (IN 1990) TO DEBOTTLENECK TO 38,000BPD OF TOTAL NAPHTHA FEED.
THE PLANT NOW COMPRISES: REACTOR 8 FEET 6 DIAMETER BY 21 FEET (DESIGN: 755 PSIG AT 800F); SIX SHELL AND TUBE HEAT EXCHANGERS; EIGHT AIR COOLERS; FURNACE - GAS FIRED VERTICAL CYLINDRICAL; TWO THOMASSEN RECIPROCATING COMPRESSORS FOR HYDROGEN MAKE-UP; TWO FLASH DRUMS; NAPHTHA STRIPPER COLUMN TO CONDITION FEED DRAWN DIRECT FROM STORAGE.
THE HYDROTREATER IS DESIGNED TO TAKE FEED DIRECT FROM THE CRUDE UNIT OR FROM TANKAGE.
TYPICAL CONDITIONS ARE: TEMPERATURE AT REACTOR INLET 585 F; PRESSURE AT REACTOR INLET 650 PSIG.-----------
PLATFORMER
CAPACITY 24,000 BPD; DATE BUILT 1967; REVAMPED 1992; EFFICIENCY 40 BARREL OF FUEL EQUIVALENT PER THOUSAND BARRELS PER DAY.
DESCRIPTION: A UOP SEMI-REGEN PLATFORMER UNIT (PLANT 7) ORIGINALLY (OVER)SIZED TO FACILITATE BOTH GASOLINE AND CHEMICALS PRODUCTION (CRUDE NAPHTHA WAS SUPPLEMENTED WITH IMPORTED NAPHTHA).
TWO RADIAL HOT WALL REACTOR 10 FEET DIAMETER BY 27 FEET (425 PSIG, 1010 F); ONE RADIAL HOT WALL REACTOR 8 FEET DIAMETER BY 23 FEET (450 PSIG, 1010 F); PACKINOX VERTICAL PLATE EXCHANGER (1992) IN REACTOR FEED/EFFLUENT SERVICE; TEN SHELL AND TUBE EXCHANGER (PLUS 12 REDUNDANT SHELL AND TUBE EXCHANGERS PREVIOUSLY IN REACTOR FEED/EFFLUENT DUTY; EIGHT AIR COOLERS (IN 4 SERVICES); FOUR CYLINDRICAL FURNACES - GAS FIRED (TWO WITH FD LOW ONx GAS BURNERS); DEMAG CENTRIFUGAL COMPRESSOR WITH 600 PSIG SIEMENS STEAM TURBINE; DE-PENTANISER 9 FEET 8 INCH DIAMETER BY 66 FEET 6 INCH, 30 TRAYS (160 PSIG, 465 F).
THE PLATFORMER WAS DESIGNED TO ACCEPT HYDROTREATED FEEDSTOCK FROM THE BASE OF THE DE-ISOHEXANISER ON THE GAS PLANT OR DIRECT FROM TANKAGE. THIS UNIT WAS LOADED WITH UOP R-62 REFORMING CATALYSTIC WHICH GAVE 18 MONTHS BETWEEN REGENERATIONS. THE UNIT OPERATED AT A REDUCED PRESSURE OF 210 PSIG AT THE REACTOR RPS.
FURTHER INFORMATION ON TYPICAL OPERATING CONDITIONS, ETC. CAN BE DIVULGED TO THIRD PARTIES ONLY AFTER THEY HAVE EXECUTED A CONFIDENTIALITY AGREEMENT WITH UOP. ----------
GAS SEPARATION
CAPACITY 38,000 BPD; DATE BUILT 1967; REVAMPED 1990, 1995; ENERGY MP STEAM 75 Mlb/Hr; LP STEAM 20 Mlb/Hr.
DESCRIPTION: A GAS SEPARATION PLANT (PLANT 8) FOR PRODUCING SALES GRADE PROPANE AND BUTANE AND FEED FOR BOTH THE C-5-C-6 ISOMERISATION AND PLATFORMER UNITS. THE PLANT WAS REVAMPED FOR INCREMENTAL CAPACITY IN 1990 (TO 38 THOUSAND BARRELS PER DAY NAPHTHA FEED) AND FOR ENERGY OPTIMISATION IN 1995.
DE-ETHANIZER 10 FEET / 3 FEET DIAMATER BY 96 FEET, 29 TRAYS (190 PSIG,350 F); DE-BUTANIZER 11 FEET 7 INCH / 8 FEET 2 INCH DIAMETER BY 73 FEET, 24 TRAYS (146 PSIG, 400 F); DE-ISOHEXANIZER 12 FEET DIAMETER BY 157 FEET, 70 TRAYS (COLUMN RENEWED IN 1995) (50 PSIG, 350 F); C-3-C-4 (?) SPLITTER 5 FEET DIAMETER BY 75 FEET, 32 TRAYS (225 PSIG, 250 F); AMINE ABSORBER 5 FEET DIAMETER BY 52 FEET, 18 TRAYS (288 PSIG, 300 F); MOL-SIEVE C-3/C-4(?) DRYERS; ELEVEN SHELL AND TUBE EXCHANGERS; TWENTY AIR COOLERS.
THE GAS PLANT IS A SINGLE TRAIN INTEGRATED UNIT THAT TAKES HYDROTREATED CRUDE UNIT NAPHTHA AND VARIOUS GAS STREAMS AS FEEDSTOCK. THE LARGE DE-ISOHEXANISER ALLOWS TIGHT CONTROL OF THE PLATFORMER FEED CUT. CONSEQUENTLY BENZENE PRECURSERS CAN BE ROUTED PREFERENTIALLY TO THE ISOMERISATION UNIT FOR ELIMINATION THUS CONTROLLING TOTAL BENZENE IN FINISHED GASOLINE.
TYPICAL OPERATING CONDITIONS ARE: DE-ETHANISER COLUMN BOTTOMS 260 F, 120 PSIG; DE-BUTANISER COLUMN BOTTOMS 310 F, 90 PSIG; DE-ISOHEZANISER COLUMN BOTTOMS 260 F, 10 PSIG. ---------
AMINE REGENERATION
CAPACITY 2.4 THOUSAND OF BARRELS PER DAY; DATE BUILT 1967; REVAMPED 1995; ENERGY LP STEAM 4 Mlb/Hr.
DESCRIPTION: A CONVENTIONAL, EFFICIENT AMINE RECOVERY UNIT (PLANT 9) WHICH, UP TO SHUTDOWN IN DECEMBER 1997, PROCESSED A PROPRIETARY MDEA. THE UNIT WAS EXTENSIVELY REBUILT IN 1995 IN READINESS FOR LOW SULPHUR DIESEL PRODUCTION FROM MID-1996.
AMINE REGENERATOR 3 FEET DIAMETER BY 54 FEET, 22 TRAYS (50 PSIG, 350 F); FLASH DRUM 3 FEET DIAMETER BY 10 FEET t/t (90 PSIG, 350 F); FIVE SHELL AND TUBE EXCHANGERS; FOUR AIR COOLERS.
THIS IS A SINGLE TRAIN INTEGRATED UNIT THAT RECEIVES RICH AMINE FROM THE HP AND LP HYDROGEN SULPHIDE SCRUBBERS ON THE TWO HYDROTREATER AND FROM THE LPG ABSORBER ON THE GAS PLANT.
TYPICAL OPERATING CONDITIONS ARE: AMINE REGENERATOR BASE 250 F 12 PSIG. -------
NAPHTHA SPLITTER
CAPACITY 13 THOUSAND OF BARRELS PER DAY; DATE BUILD 1967; REVAMPED 1993; ENERGY MP STEAM 15 Mlb/Hr.
DESCRIPTION: A GENERAL NAPHTHA SPLITTER, PLANT 11 HAS LASTLY BEEN ARRANGED TO SPLIT REFORMATE FOR PRODUCING HIGH OCTANE HEAVY REFORMATE AS BLENDSTOCK INTO SUPER UNLEADED GASOLINE. THIS ALLOWED THE REFINERY TO REDUCE BENZENE IN THE GASOLINE POOL BY FEEDING THE OTHER PRODUCT, BENZENE RICH LIGHT REFORMATE, TO THE ISOMERISATION UNIT.
IN EARLIER SET-UP, THIS COLUMN ALSO FRACTIONATED A HEART CUT FROM FCC COMBINED NAPHTHAS TO PERMIT THE SATURATION OF CONTAINED OLEFINS IN THE NAPHTHA HYDROTREATER (PLANT 6) WHEN MIXED WITH STRAIGHT-RUN NAPHTHA. THIS COLUMN WAS ORIGINALLY (1068 TO 1981) THE FIRST COLUMN OF A UOP SULFOLANE UNIT.
SPLITTER 8 FEET DIAMETER BY 93 FEET, 30 TRAYS (50 PSIG, 500 F); FOUR SHELL AND TUBE EXCHANGER; THREE AIR COOLERS.
THE NAPHTHA SPLITTER WAS FED DIRECTLY FROM THE PLATFORMER AND RAN PRODUCT TO STORAGE AND TO THE ISOMERISATION UNIT AS REQUIRED. USE OF THE SPLITTER IN THIS MODE ALLOWED THE REFINEY TO MEET ALL NEAR TERM BENZENE IN GASOLINE SPECIFICATIONS.
TYPICAL OPERATING CONDITIONS ARE: (FOR REFORMATE SPLITTING) SPLITTER BASE 300 F 15 PSIG. -------
C-5-C-6 ISOMERISATION
CAPACITY 12,500 BPD; DATE BUILT 1993; REVAMPS - NONE REQUIRED; ENERGY MP STEAM 15 Mlb/Hr; LP STEAM 30 Mlb/Hr.
DESCRIPTION: THE ISOMERISATION UNIT (PLANT 16) WAS DESIGNED AND CONSTRUCTED BY BECHTEL IN 1993. IT IS A UOP TECHNOLOGY PENEX-MOLEX UNIT IN EXCELLENT CONDITION CONSISTING OF:
"HYDROGEN ONCE THROUGH" PENEX; TWO THOMASSEN RECIP MAKE-UP GAS COMPRESSORS; FEED AND HYDROGEN DRIERS WITH AUTOMATED DRIER REGENERATION; TWO REACTORS 8 FEET DIAMETER BY 23 FEET (545 PSIG, 500 F); SIXTEEN SHELL AND TUBE HEAT EXCHANGER; STABILISER 9 FEET / 7 FEET 6 INCH / 5 FEET 6 INCH DIAMETER BY 77 FEET, 30 TRAYS (235 PSIG, 370 F); NET GAS SCRUBBER 8 FEET /3 FEET DIAMETER BY 59 FEET, PACKED BEDS (240 PSIG, 250 F); MOLEX CHAMBER 9 FEET DIAMETER BY 45 FEET 6 INCH WITH EIGHT BEDS (350 PSIG, 400 F); UOP ROTARY VALVE -EIGHT PORTS, FOUR TRACKS; RAFFINATE COLUMN 9 FEET DIAMETER BY 137 FEET, 60 TRAYS (80 PSIG, 270 F); EXTRACT COLUMN 5 FEET 6 INCH DIAMETER BY 119 FEET Y INCH, 50 TRAYS (105 PSIG, 290 F); PARTIAL HEAT INTEGRATION BETWEEN PENEX AND MOLEX.
THE PENEX UNIT WAS DESIGNED FOR A C-4-C-6 FEED FROM A 70 TRAY NAPHTHA SPLITTER HAVING PRECISE CONTROL OF FEED COMPOSITION. PENEX INCREASED THE OCTANE AND REMOVES BENZENE. MOLEX REMOVES C-4 AND RECYCLES LOW OCTANE N-PARAFFINS TO PENEX. ISOMERATE PRODUCT IS 89 RON, 85 MON GASOLINE BLEND COMPONENT.
INFORMATION ON TYPICAL OPERATING CONDITIONS, ETC. CAN BE DIVULGED TO THIRD PARTIES ONLY AFTER THEY HAVE EXECUTED A CONFIDENTIALITY AGREEMENT WITH UOP. ---------
SULPHUR RECOVERY
CAPACITY 13 TPD (TONS PER DAY); DATE BUILT 1980; REVAMPED 1996; S RECOVERY 95%.
DESCRIPTION: THE ORIGINAL UNIT (PLANT 14) WAS BUILT AS A SKID MOUNTED UNIT IN 1980 BY SNAMPROGETTI BUT WAS NEVER COMMISSIONED DUE TO INSUFFICIENT SOUR FEED GAS AVAILABILITY FROM THE PROCESSING FROM THE PROCESSING OF NORTH SEA CRUDES.
IN PREPARATION FOR THE PRODUCTION OF LOW SULPHUR DIESEL TO MEET NEW LEGISLATION IN 1996, SNAMPROGGETTI REBUILT THE SULPHUR RECOVERY UNIT TO IMPROVE OPERABILITY AND TO LIFT CAPACITY TO 13 MT PER DAY OF PRODUCT SULPHUR. THE ORIGINAL SULPHUR RECOVERY EFFICIENCY OF 95% WAS RETAINED FOR THE REVAMP AS IT WAS IMPOSSIBLE TO RETRO-FIT ANY TAIL GAS TREATMENT FACILITIES.
THE UNIT OPERATED SUCCESSFULLY BETWEEN AUTUMN 1996 AND NOVEMBER 1997.
EQUIPMENT COMPRISES: REACTOR FURNACE WITH DUIKER BURNER; TW REACTORS (CRS 31 CATALYST NOW REMOVED); LIQUID SULPHUR STORAGE PIT WITH LOADING ARM; LP STEAM GENERATOR; INCINERATOR; TWO AIR COMPRESSORS.
TYPICAL OPERATING CONDITIONS WERE: REACTOR FURNACE 2000 F, 6 PSIG. ----------
NITROGEN, NATURAL GAS, FUEL GAS, FUEL OIL, COOLING WATER; DATE BUILT 1967.
DESCRIPTION: THE REFINERY PROCESS UNITS HAVE GENERAL FACILITIES TO SUPPORT OPERATIONS (PLANT 15).
TWO LIQUID NITROGEN STORAGE TANKS; NATURAL GAS SUPPLY AND CONTROLS; PROPANE VAPORISER FOR REFINERY FUEL GAS MAKE UP; FACILITY TO STORE AND DISTRIBUTE VACUUM RESIDUE AS REFINERY FUEL OIL; FIVE COOLING WATER CELLS WITH INDUCED DRAFT. --------
REFINERY TDC 2000/3000 SYSTEM
THE REFINERY MONITORING AND CONTROL SYSTEMS ARE BASED AROUND HONEYWELL TDC 2000/3000. THERE ARE INTEGRATED DATA HIGHWAY, LOCAL CONTROL AND UNIVERSAL CONTROL NETWORK DEVICES INSTALLED IN THE THREE CONTROL ROOMS.
1. DATA HIGHWAY (DH)
THIS IS THE ORIGINAL TDC 2000 RANGE OF EQUIPMENT WHICH IS INSTALLED IN THE PROCESS AREA CONTROL ROOM. IT CONSISTS OF BASIC CONTROLLER FILES, LOW AND HIGH LEVEL PROCESS INTERFACE UNITS AND UNINTERRUPTED AUTOMATIC CONTROLLERS.
SOME OF THIS EQUIPMENT HAS BEEN IN OPERATION SINCE 1978 WHEN THE GULF REFINERY MADE THE STRATEGIC DECISION, AS PART OF A REINSTRUMENTATION PROJECT, TO INSTALL DISTRIBUTED CONTROL SYSTEM. OVER A PHASED IMPLEMENTATION, STARTED IN 1978 AND COMPLETED IN 1981, ALL PROCESS AREA BASED CONTROL AND MONITORING SYSTEMS WERE RELOCATED ONTO TDC 2000.
THE REMAINING DATA HIGHWAY BASED HARDWARE STILL IN OPERATION CONSISTS OF THE FOLLOWING: BASIC CONTROLLER FILES 62; UNINTERRUPTED AUTOMATIC CONTROLLERS 8; LOW LEVEL PROCESS INTERACE UNIT 4; HIGH LEVEL PROCESS INTERFACE UNITS 2; HIGHWAY TRAFFIC DIRECTORS 2.
2. LOCAL CONTROL NETWORK (LCN)
THE OPERATOR INTERFACE CONSOLES -2 OFF - IN THE PROCESS AREA CONTROL ROOM WERE REPLACED BY TDC 3000 UNIVERSAL OPERATOR STATIONS IN 1990. AT THE SAME TIME, AS PART OF CAPITAL EXPENDITURE PROJECTS, NEW PROCESS INTERFACE INPUT/OUTPUT SYSTEMS USING ADVANCED PROCESS MANAGERS AND A THIRD OPERATOR/ENGINEERING CONSOLE FOR PROCESS MONITORING AND SYSTEM CONFIGURATION WERE INSTALLED.
THE TWO MAIN OPERATOR CONSOLES ALSO INCORPORATE HARD-WIRED ALARMS, EMERGENCY TRIP SWITCHES AND STATUS LIGHTS. THERE ARE SIX SCREENS/CONSOLE, FOUR OPERATOR KEYBOARDS, ONE "QWERTY" KEYBOARD AND ONE BERNOULLI CARTRIDGE. THE ENGINEERING CONSOLE CONSISTS OF TWO SCREENS AND OPERATOR KEYBOARDS, ONE "QWERTY" KEYBOARD AND DOUBLE BERNOULLI CARTRIDGE DRIVES.
THE NETWORK CABINETS CONTAIN HISTORY MODULES, APPLICATIONS MODULES, HIGHWAY GATEWAYS AND PLC GATEWAYS. AL UPGRADED TO K2 LEVEL BOARDS.
THERE IS A SEPARATE LCN IN THE COGENERATION CONTROL ROOM WHICH IS LINKED TO THE MAIN PROCESS AREA CONTROL ROOM VIA FIBRE OPTIC CABLES. THIS LCN CONSISTS OF A TWO SCREEN OPERATORS' CONSOLE, HISTORY MODULE, NETWORK INTERFACE MODULES AND PLC GATEWAY. [NOTE THAT THE CHP PLANT AND ASSOCIATED EQUIPMENT IS BEING RETAINED AND OPERATED BY...]
THE PROCESS INTERFACE HARDWARE IS ADVANCED PROCESS MANAGERS WITH VARIOUS COMBINATIONS OF ANALOGUE AND DIGITAL I/0 CARGDS. THE CABINET POWER SUPPLIES AND ANALOGUE I/O CARDS ARE FULLY REDUNDANT.
A FULL HARDWARE INVENTORY OF THE MAIN HONEYWELL NODES IS AS FOLLOWS: UNIVERSAL OPERATOR STATIONS 16; NETWORK INTERFACE MODULES 4 (2 REDUNDANT PAIRS); HISTORY MODULES 4; APPLICATIONS MODULES 2; HIGHWAY GATEWAYS 2(2 REDUNDANT PAIRS); COMPUTER GATEWAYS 2; ADVANCED PROCESS MANAGERS 6.
3. OIL MOVEMENTS TDC 3000.
A TDC 3000 SYSTEM IS USED FOR MONITORING AND CONTROL OF A NUMBER OF MAJOR AREAS OF OIL MOVEMENTS. THIS SYSTEM WAS INSTALLED IN 1996.
SINCE THE TANK FARM AND ALL ASSOCIATED EQUIPMENT IS BEING RETAINED AND OPERATED BY..., NO FURTHER INFORMATION IS GIVEN HERE.
THE EXTERNAL ELECTRICITY SUPPLY IS VIA 2-OFF 132 Kv OVERHEAD LINES RATED AT 50MVA. THESE LINES THEN FEED 20FF 132 Kv TO 11 Kv, 30 MVA TRANSFORMERS, WHICH IN TURN SUPPLY AN 11 Kv DISTRIBUTION SWITCHBOARD. ALL THIS EQUIPMENT IS THE PROPERTY OF SWALEC. THE REFINERY DOES HOWEVER, OWN 2 OIL CIRCUIT BREAKERS WHICH ARE PART OF THIS 11 Kv SWITCHBOARD.
THE SITE DISTRIBUTION NETWORK IS AT 11 Kv, WHICH IS THEN TRANSFORMED DOWN TO 415 v AND 3.3 Kv AND THEN TO INDIVIDUAL LOADS FROM 10 SITES SUBSTATIONS. THESE SUBSTATIONS ARE BRICK BUILDINGS, WHICH HOUSE 11 Kv SWITCHBOARDS, 415 v AND 3.3 Kv MOTOR CONTROL CENTERS. THE SITE DISTRIBUTION TRANSFORMERS ARE EXTERNAL TO THE SUBSTATIONS IN INDIVIDUAL SEGREGATED BAYS.
THE 11 Kv DISTRIBUTION SWITCHGEAR IS ALL 350 MVA RATED, OIL CIRCUIT BREAKERS. THE LOW AND MEDIUM VOLTAGE MOTOR CONTROL CENTERS ALL HAVE INCOMING CIRCUIT BREAKERS, WHICH ARE A MIXTURE OF OIL, VACUUM AND AIR BREAK OPERATION. ALL MOTOR STARTERS ARE DIRECT ON-LINE OPERATION.
THEE ARE A TOTAL OF 61, 11 Kv CIRCUIT BREAKERS, MOST OF WHICH WERE INSTALLED IN 1968. ALL THESE CIRCUIT BREAKERS ARE BVP17 MODEL, MANUFACTURED BY G.E.C. LTD.
MOST OF THE TRANSFORMERS WERE INSTALLED AT THIS TIME, BUT SOME HAVE BEEN UPGRADED DUE TO PLANT EXPANSIONS. THERE ARE 32 TRANSFORMERS, WHICH ARE ALL OIL IMMERSED, WITH OIL CONSERVATOR AND NATURAL AIR COOLING. THEY ARE ALL STAR/DELTA WOUND FOR VECTOR GROUP Yd-1. MOST TRANSFORMERS ARE EITHER BRUSH OR S.W.S. LTD MANUFACTURE.
THERE ARE 11, 3.3 Kv AND 24, 415 VOLT MOTOR CONTROL CENTERS OF DIFFERENT MANUFACTURE AND AGE. HOWEVER, THE REFINERY COMPLETED AN UPGRADING EXERCISE IN THE PROCESS AREA, IN WHICH MOST 415 VOLT m.c.c's WERE CHANGED AT THE SAME TIME. THE RECENT 415 VOLT m.c.c's ARE ALL ALLENWEST AMD TJE 3/3 Lv m.c.c's ARE HAWKER SIDDLEY.
THIS IS THE KIND OF MONEY THAT THE BUYER HAS TO HAVE IN ORDER TO BE A VIABLE BUYER OF A REFINERY THIS SIZE. THE SELLER WILL NOT DEAL WITH ANYONE WHO DOES NOT SHOW EVIDENCE OF THIS AMOUNT OF MONEY. TOTAL IS $452,000,000. TO $502,000,000. OPERATING COSTS LESS THAN $1.00 PER BARREL; 115,000 BPD: UPDATE 20060617 OPERATING COST ESTIMATE WOULD BE ABOUT $1.45 PER BARREL NOW;
1 PURCHASE $52,000,000. (PLUS ANY TAXES REQUIRED IN BUYER'S COUNTRY);
2 MARK, TAG, SUPERVISE LOAD OUT AND SHIP OVER ABOUT 1 TO 2 YEARS $50,000,000.
3 PREPARE SITE, SET UP AND MAKE INITIAL TEST/TRAINING RUN $250,000,000. TO $300,000,000.
4 CRUDE AND PRODUCT TANK FARM AND CRUDE OIL STOCK OPERATING CAPITAL TO HOLD SUPPLY OF ABOUT 3,000,000 BBL, 30 TO 45 DAYS SUPPLY $125,000,000.
5 TOTAL IS $452,000,000. TO $502,000,000.
6 A REFINERY LIKE THIS WITHOUT LAND, SHIPPING AND ACCESSORY EQUIPMENT COSTS $1.15 BILLION NEW. AND THIS WILL HAVE A USEFUL LIFE OF ABOUT 20 YEARS WITH NORMAL MAINTENANCE.
OPERATING COSTS LESS THAN $1.00 PER BARREL; $52,000,000. EUROPE; BT-JM-BN-SN-VW-NENMNA
NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.12. QUARTERS UNIT; 50* PERSON; 2 STORY WITH HELIPAD ON TOP; WITH COMPLETE GALLEY, BATHROOMS, STATEROOMS, DAY ROOM; WAS OFFSHORE STRUCTURE QUARTERS; RECENTLY REFURBISHED; CAN BE PLACED ON A BARGE OR USED ON LAND; MUST BE MOVED BY BARGE; $139,000.; PHOTO A(40K); LOUISIANA; JC-CM-VW-NVNVOR ALSO 2.7.12. 20060113 UPDATED INFORMATION: DIMENSIONS OF LIVING QUARTERS 51 FEET LONG BY 36 FEET WIDE BY 20 FEET HIGH; OVER ALL DIMENSIONS 69 FEET LONG (ADD 10 FEET FRONT AND 8 FEET BACK FOR WALKWAYS), 42 FEET WIDE (3 FOOT ON SIDE AND 3 FOOT OTHER SIDE WALKWAYS), HEIGHT 24 FEET (3 FOOT OF BEAMS AND SUPPORTS UNDER FIRST DECK); QUARTERS FOR ABOUT 80 TO 120 DEPENDING ON HOW MANY BUNKS PER ROOM, THERE ARE 3 ROOMS WITH 3 TRIPLE BUNKS AND GOOD SQUARE FOOTAGE PER PERSON; THERE ARE SEVERAL ROOMS WITH 3 DOUBLE BUNKS THAT COULD BE TRIPLE; SOME ROOMS HAVE HAD SOME BUNKS REMOVED THAT COULD BE EASILY REBUILT; VARIOUS MATTRESSES AND BEDDING, MAINTENANCE SUPPLIES AND ACCESSORIES INCLUDED; THERE ARE SEVERAL ROOMS WITH 2 DOUBLE BUNKS; THERE ARE SEVERAL ROOMS THAT WERE COMPANY, SUPERVISOR, ENGINEER ROOMS SINGLE PERSON WITH PRIVATE BATH THAT COULD BE SINGLE TO 4 PERSONS; LARGE BATHROOM WITH 5 TOILETS, SHOWERS, LAVATORIES ON SECOND DECK WITH 2 WASHERS AND 2 DRYERS (WORKING AND IN USE NOW), 3 QUARTERS AND/OR OFFICE ROOMS AND GALLEY ON FIRST DECK; TV LOUNGE ROOM ON FIRST DECK; THERE IS A LARGE GALLEY WITH ELECTRICAL APPLIANCES, REFRIGERATORS, FREEZERS, PANTRY AREAS AND MESS TABLE THAT WILL SEAT ABOUT 25 TO 30 AT A TIME; AIR CONDITIONING AND HEATING WORKING (SOME COMPANY PERSONNEL LIVING IN QUARTERS NOW BUT CAN BE IMMEDIATELY MOVED OUT WHEN QUARTERS ARE SOLD); WIDE INSIDE STEEL STAIRWAY AND OUTSIDE FRONT AND BACK GALVANIZED STEEL STAIRWAYS WITH HEAVY RAILINGS; SMALL STORAGE ROOM FOR CLEANING SUPPLIES AND CHEMICALS ON BACK WALK; GOOD HELIPAD ON TOP CAN ALSO BE A LOUNGE AREA; ALL GOOD HEAVY WALKWAYS, RAILINGS AND DOOR WAYS ON 3 SIDES; AT LEAST 6 INCH INSULATED WALLS STEEL OUTSIDE AND STEEL INSIDE (SOLAS (SAFETY OF LIFE AT SEA) REQUIRED FOR FIRE RESISTANCE OF LIVING QUARTERS ON DRILLING AND PRODUCTION STRUCTURES AND BOATS IN INTERNATIONAL WATERS SO ARE MUCH SAFER AND MORE EXPENSIVE TO BUILD THAN WOOD PANELED LIVING QUARTERS; CURRENT REPLACEMENT ESTIMATE $1,100,000.;) DESIGNED TO SURVIVE HURRICANES ON OFFSHORE STRUCTURES (IS FROM DECOMMISSIONED PLATFORM; LIFT PACKAGE WEIGHT ABOUT 225 TONS; PRICE INCREASE TO $169,000. BECAUSE OF MAINTENANCE AND REPAIRS PERFORMED TO PUT TO IMMEDIATE USE SINCE FIRST LISTED, LOADING INCLUDED; PHOTO B(40K); PHOTO C(40K); PHOTO D(40K); PHOTO E(40K); PHOTO F(40K); PHOTO G(40K); PHOTO H(40K); PHOTO I(40K); PHOTO J(40K); PHOTO K(40K); PHOTO L(40K); PHOTO M(40K); PHOTO N(40K); PHOTO O(40K); PHOTO P(40K); PHOTO Q(40K); PHOTO R(40K); PHOTO S(40K); PHOTO T(40K); PHOTO U(40K); WAS 2.1.222. LNNANV ALSON 2.7.12.; NO LONGER AVAILABLE; LEFT FOR REFERENCE; LINK TO QUARTERS STRUCTURES;
15.9.14. 40,000 BARRELS PER DAY (BPD) REFINERY; CRUDE UNIT (1979), HOWE BAKER BUILT, SKID MOUNTED WITH 28,000 BPD PLUS 21,000 BPD DESALTERS AND 27,100 BPD VACUUM DISTILLATION UNIT (1982); PRODUCED NUMBER 6 FUEL OIL, NUMBER 2 FUEL OIL, NAPHTHA AND JET FUEL; $ 11.5 MILLION; FOB U.S. EAST COAST PORT; BT-JM-BN-SN-VW-NENANE NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.15. 14,000 BPD REFINERY; PRODUCED ALL 3 GRADES OF UNLEADED GAS; INCLUDES CRUDE, VACUUM, REFORMER AND ISO UNITS PLUS TRUCK RACKS; $9.5 MILLION; FOB U.S. GULF COAST PORT; BT-JM-BN-SN-VW-NENANE NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.16. 90,000 BPD REFINERY; 50,000 BPD CRUDE UNIT; 40,000 BPD CRUDE UNIT; 38,100 VACUUM UNIT; 25,400 BPD CAT REFORMER; 13,300 CAR HYPHONATER;; 3,300 BPB ALKAYTION; 44 TPD SULFUR; 15,100 TPD* ASPHAULT PRODUCED ALL 3 GRADES OF UNLEADED GAS; INCLUDES CRUDE, VACUUM, REFORMER AND ISO UNITS PLUS TRUCK RACKS; $18 MILLION; CANADA; BT-JM-BN-ST-VW-NENANE NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.17. 50,000 BPD REFINERY; LAST REFURBISHED 1990 AT A COST OF $44,000,000. AND WAS NOT USED SINCE; DOES NOT HAVE TO BE MOVED AND CAN BE PUT BACK IN SERVICE WHERE IT IS LOCATED FOR ABOUT $45, 000,000. IN 12 TO 20 MONTHS; $140,000,000.; WESTERN HEMISPHERE; JA-VW-NANALR NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.18. 50,000 BPD REFINERY; 1. PROCESSING FACILITIES CONSISTING OF TWO (2) THREE STAGE CRUDE UNITS: A) A STRAIGHT RUN NAPHTHA HYDROTREATER AND REFORMER, B) A DELAYED COKER TO PROCESS VACUUM RESIDUUM, C) A FLUID CATALYTIC CRACKING UNIT TO PROCESS THE MIDDLE DISTILLATES.
2. A) A COMPLETE GAS CONCENTRATION AND LIGHT ENDS FRACTION UNIT, B) AN ALKYLATION UNIT TO CONVERT BUTYLENES TO HIGH QUALITY GASOLINE, C) A PROPYLENE PLYMERIZATION UNIT TO PRODUCE TETRAMER AND GASOLINE.
PRODUCT TREATERS FOR FUEL GAO, C3'S, C4'S COKER GASOLINE AND JET FUEL AND A SULFUR RECOVERY PLANT.
3. THE REFINERY IS FULLY INTEGRATED AND CAPABLE OF PRODUCING PREMIUM UNLEADED GASOLINE, UNLEADED GASOLINE, REGULAR GASOLINE, KEROSENE, JET FUEL, DIESEL, HEATING OIL, LPO, NAPHTHA, PETROLEUM COKE, AND SEVERAL SPECIALTY CHEMICALS.
4. THE FLUIDIZED CATALYTIC CRACKER IS OVERSIZED FOR THIS REFINERY BY A FACTOR OF 50%. ITS CAPACITY IS 30,.000 BARRELS PER DAY. IT WAS CONSTRUCTED IN THE MID 1950'S AND HAS HAD CONTINUOUS PROCESS UPDATES INTO THE LATE 1970'S.
5. ON SIDE STORAGE TANKAGE TOTAL OVER 2.87 MILLION BARRELS WHICH INCLUDES OVER 130,000 BARRELS OF LOW PRESSURE BUTANE STORAGE. (MAY OF MAY NOT WANT THESE IF SHIPPING OUT OF COUNTRY.)
HISTORY: THE REFINERY WAS SHUT DOWN USING INDUSTRY ACCEPTED A.P.I. MOTHBALLING PROCEDURES AND WAS MAINTAINED BY ONSITE PERSONNEL TO INSURE THE RESTART CAPABILITY OF THE FACILITY. PRESENTLY, THE REFINERY IS IN A CARETAKER STATUS BY OWNER PERSONNEL.
RATING: THE REFINERY HAS A NELSON COMPLEXITY RATING INDEX OF 8.9 (??) THAT QUALIFIES IT AS A RELATIVELY HIGH CONVERSION FACILITY. IT IS CAPABLE OF PROCESSING HEAVY AND SOUR CRUDES (27 API GRAVITY: 1.3% SULFUR IN THE FIRST QUARTER OF 1983) TO PRODUCE A LIGHT PRODUCT YIELD IN EXCESS OF 89%.
INVENTORY LIST: EQUIPMENT ITEMS - 1) ONE (1) 2.5 MILLION TON/YEAR CRUDE UNIT. (35,000 BPD) WITH A 1.25 MILLION TON/YEAR VACUUM UNIT;
2) ONE (1) 1.5 MILLION TON/YEAR CRUDE UNIT, (18,000 BPD) WITH A 1.1 MILLION TON/YEAR VACUUM UNIT;
3) ONE (1) 2.0 MILLION TON/YEAR FLUID CATALYTIC CRACKER, (31,000 BPD);
4) ONE (1) 25 MILLION CUBIC FOOT/DAY GAS HANDLING UNIT;
5) ONE (1) 0.5 MILLION TON/YEAR NAPTHTHA HYDROTREATER, (8,500 BPD);
6) ONE (1) 0.5 MILLION TO/YEAR REFORMER (8,000 BPD) (??);
7) ONE (1) 0.75 MILLION TON/YEAR DELAYED COKER. (13,000 BPD) WITH A COKE CAPACITY OF 0.25 MILLION TO/YEAR;
8) ONE (1) 6,000 BARREL/DAY BUTYLENE (??) ALKYLATION UNIT;
9) ONE (1) 3,000 BARREL/DAY FIXED BED CHAMBER REACTOR PROPYLENE TETRAMER POLYMERIZATION UNIT;
10) TWO (2) 60,000 POUND/HOUR, 300 PSIG WITH 750 DEGREE FAHRENHEIT, GAS OR OIR FIRED BOILERS.
11) ONE (1) 1,000,000 GALLON/DAY BOILER FEED WATER TREATER;
12) ONE(1) 2,000,000 GALLON/DAY LAKE WATER PIPELINE TRANSPORTATION SYSTEM;
13) ONE (1) 2,500 BARREL/DAY GASOLINE (??) TREATER;
14) ONE (1) -7,500 (??) BARREL/DAY SOLID BED JFT (??) FUEL MEROX TREATER ;
15) ONE (1) -6,000 (??) BARREL/DAY BUTANE-BUTYLENE MEROX TREATER;
16) ONE (1) -3,000 BARREL/DAY PROPANE (??) TREATER;
17) ONE (1) -30 MILLION CUBIC FEET/DAY FUEL GAS MEA TREATER;
18) ONE (1) .32 TON/DAY CLAUS SULFUR UNIT WITH A SCOTT TAIL GAS UNIT; MUST BE MOVED; U.S.; BT-JM-BN-SN-VW-NRNANE NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.19. 65,000 BPD REFINERY (CAN BE INCREASED EASILY FROM 65,000 TO 100,000); (PAGES 1,2,3 ILLEGIBLE) GULF CHEMICAL CORPORATION, UTILITIES AND OFFSITES FACILITIES DESCRIPTION:(TABLE NEED TO BE ADDED PAGE 4, 5)
CARIBBEAN PETROLEUM REFINING - L. P. - REFINERY YIELD, BARRELS PER CALENDAR DAY
FEED STOCK: LEONA BPCD: 22,000
MESA 22,000
SUBTOTAL CRUDE 44,000
FCC CHARGE 969
CUTER STOCK 4,000
PURCHASED GASOLINE (2) 4,100
TOTAL FEEDSTOCKS 53,069
PRODUCTS: FUEL GAS 150
PROPANE 590
BUTANE 238
GASOLINE: REGULAR (987) 11,260
PREMIUM (91) 7,662
SUBTOTAL GASOLINE 18,922
JET FUEL 3,800
KEROSENE 400
DIESEL/NO.2 FUEL 6,315
NO.2 FUEL - PREPA 2,500
NO.6 FUEL - PREPA 7,169
NO.6 FUEL - BUNKER 10,000
ASPHALT 800
TOTAL PRODUCTS 50,884
PROCESS CATALYST: SEVERAL UNITS IN THE GULFCHEM COMPLEX EMPLOY CATALYSTS IN THE PROCESSING. THE UNITS AND COMMENTS ON THE STATUS OF CATALYST FOR EACH IS AS FOLLOWS:
UNIT CATALYST VOLUME(POUNDS) OWNED/LEASED
PLATFORMER UOP RHENIUM/PLATINUM(R-62) 220,000 LEASED
ISOMERIZATION UOP-1-8 120,000 LEASED
NAPHTA HYDROTREATER SHELL 444 30,000 OWNED
KEROSENE HYDROTREATER &THDA SHELL 344 30,000 OWNED
CYCLOHEXANE MALLINCROFT/CALSICAT 30,000 OWNED
STORAGE FACILITIES: THE PROCESSING FACILITY HAS 74 LEASED AND OWNED TANKS AVAILABLE FOR STORAGE OF FEEDSTOCKS AND PRODUCTS. THE TANKAGE WHICH GULFCHEM WILL EMPLOY IS SUMMARIZED BELOW:
ONWER NO. TANKS WORKING CAP.THOUSAND BARRELS
GULFCHEM 26 206
CORCO 44 4,100
HERCOR 3 193
PROCARIBE 1 49
TOTAL 74 4,449
(PAGE 3, FOLLOWS FROM WHAT?)
.... DAY, SEVEN DAYS A WEEK. AROUND THE CLOCK SECURITY GUARDS ARE ON DUTY AT THE MAIN ENTRANCE, THE LOADING RACKS AND THE DOCK.
DOCK: CPR'S DOCK IS THE ONLY PRIVATELY OWNED DOCKING FACILITY IN THE SWAN JUAN BAY. THE FACILITY ALLOWS LOADING AND UNLOADING CRUDE OIL, AS WELL AS CLEAN AND BLACK PRODUCTS. IT CAN HANDLE TWO BARGES SIMULTANEOUSLY, OR ONE LARGE SHIP UP TO 60 MDWT WITH 36 FEET OF DRAFT. THE DOCK WILL BE ABLE TO HANDLE SHIPS UP TO 40 FEET OF DRAFT ONCE THE CURRENT DREDGING OF THE SAN JUAN BAY IS COMPLETED. THE DOCK IS CONNECTED TO THE REFINERY BY PIPELINES.
PIPELINES: THE CPR PIPELINES CONSIST OF SIC CARBON STEEL PIPELINES OF VARIOUS DIAMETERS THAT RUN FROM THE REFINERY TO THE CPR DOCK AND TO THE CATANO OIL DOCK. THE PIPELINES ALSO CONNECT TO THE PUERTO RICO ELECTRICAL POWER COMPANY (PREPA) FUEL OIL AND DIESEL PIPELINES. THE PIPES RUN ABOVE GROUND EXCEPT AT TWO HIGHWAY CROSSINGS WHERE THEY RUN UNDERGROUND THROUGH CASINGS. THE 13,000 FEET OF PIPING RUN THROUGH A STRIP OF LAND TO WHICH CPR HAS A RIGHT OF WAY. THE PIPELINES SERVICE IS AS FOLLOWS:
1. CRUDE/FUEL OIL (24 AND 12 INCHES DIAMETER): A) UTILIZED FOR THE RECEIPT OF CRUDE OR FUEL OIL FROM SHIPS TO THE CPR STORAGE TANKS AND TO LOAD BARGES FOR DISTRIBUTION OF BUNKER FUEL IN THE SAN JUAN BAY; B) CONNECTS TO PREPA'S SAN JUAN AND PALO SECO POWER GENERATING PLANTS. THE DEEPER DRAFT OF CPR'S TANKS TO PREPA'S TANKS THROUGH THE PIPELINES.
2. GASOLINE (20 INCHES DIAMETER): SHIPS AND BARGES ARE LOADED THE CPR TANKS TO THE DOCK AND UNLOADED FROM THE DOCK TO THE CPR TANKS THROUGH THIS PIPELINE. THE PIPELINE ALSO CONNECTS TO THE ESSO, SHELL AND TEXACO FACILITIES AT THE CATANO OIL DOCK IN PUERTO NUEVO AND IS USED TO PUMP GASOLINE TO EACH OF THE TERMINALS. GASOLINE IS ALSO RECEIVED BY SHIP FROM THE CATANO IL DOCK TO THE CPR TANKS.
3. DIESEL (12 INCHES DIAMETER): A) SHIPS ARE UNLOADED TO CPR OR PREPA'S TANKS VIA THIS PIPELINE; B) BARGES ARE LOADED TO SUPPLY MARINE DIESEL TO CRUISE AND CARGO SHIPS IN THE SAN JUAN BAY.
GULF CHEMICAL CORPORATION - IDLE UNITS PROCESS DESCRIPTION:
PLATFORMER NO. 1 UNIT: UOP LICENSED REFORMING UNIT BUILT B7 FLUOR IN 1964. THE OPERATING CONDITIONS WERE AS FOLLOWS: CHARGE RATE, BPSD 30,000; REACTORS AVE, PRESS., PSIG 300, STEAM PRODUCTION (600 PSIG), LBS/HR 66,800;
GAS CONCENTRATION NO. 1 UNIT: UOP LICENSED UNIT BUILD BY FLUOR IN 1964. UNIT CONSISTS OF A DEETHANIZER, DEPROPANIZER AND DEBUTANIZER COLUMNS. THE OPERATING CONDITIONS WERE AS FOLLOWS: CHARGE RATE, BPSD 7,000;
SULFOLANE AROMATICS EXTRACTION UNIT NO. 1 - UOP LICENSED AROMATICS EXTRACTION UNIT BUILT BY FLOUR IN 1964 AND REVAMPED IN 1975. THE OPERATING CONDITIONS WERE AS FOLLOWS: ORIGINAL CHARGE RATE BPSD 23,000, REVAMP CHARGE RATE, BPSD 40,000.
BTX AROMATICS FRACTIONATION UNIT NO. 1: UOP LICENSED AROMATICS FRACTIONATION UNIT BUILT BY FLUOR IN 1964 AND REVAMPED IN 1975. ORIGINAL CHARGE RATE, BPSD 12,000, REVAMP CHARGE RATE, BPSD 25,400;
STYROCHEM UNIT - UNIT BUILT BY FLUOR IN 1967 AND REVAMPED BY LITWIN IN 1975. THE UNIT CONSIST OF TWO DISTILLATION COLUMNS IN SERIES DESIGNED TO RECOVER THE ETHYLBENZENE FRACTION OUT OF THE MIXED XYLENES STREAM PRODUCED IN THE AROMATICS FRACTIONATION UNIT, THE ETHYLBENZENE IS SENT TO STORAGE AS A FINAL PRODUCT FOR SALES. THE MIXED XYLENES ETHYLBENZENE DEPLETED BOTTOMS STREAM IS ROUTED TO STORAGE FOR SALES. ORIGINAL CHARGE RATE, BPSD 3,054, REVAMP CHARGE RATE, BPSD 6,600, ETHYLBENZENE PRODUCTION, BPSD 950.
UNIT CATALYST VOLUME (POUNDS) OWNED/LEASED
PLATFORMER UOP RHENIUM/ 220,000 LEASED
PLATINUM (R-62)
ISOMERIZATION UOP 1-8 120,000 LEASED
NAPHTHA HYDRO- SHELL 344 30,000 OWNED
TREATER & THD
KEROSENE HDRYO- SHELL 344 30,000 OWNED
TREATER & THDA
CYCLOHEXANE MALLINCROFT/CALSICAT 30,000 OWNED
STORAGE FACILITIES: THE PROCESSING FACILITY HAS 74 LEASED AND OWNED TANKS AVAILABLE FOR STORAGE OF FEESTOCKS AND PRODUCTS. THE TANKAGE WHICH GULFCHEM WILL EMPLOY IS SUMMARIZED BELOW:
OWNER NO. TANKS WORKING CAP. THOUSAND BARRELS
GULFCHEM 26 206
CORCO 44 4,100
HERCOR 3 193
PROCARIBE 1 49
TOTAL 74 4,448
(PAGE 8 NEED TT BE ADDED)
CORCO PETROCHEMICAL DOCK BERTH #3
BARGES OR VESSELS: LOA 840 FEET; BCM 450 FEET; DRAFT 36 FEET; DWT 50 TONS:
PRODUCT DOCK LINE CROSSOVER LOADING HOSE TRANSFER CAP. EXPECTED TRANSF.
ARM SIZE (BBLS/HR) RATE(BBLS/HR)
NAPHTHA 18" 2X12" 2X10" 2X10" 8,000 6,000
GASOLINE 16" 12" 10" 10" 5,000 4,500
(NEW) GASOLINE 16" 3X12" 1X8" 1X10" 7,000 5,000
(OLD) DIESEL 12" 12" 8" 9" 4,000 3,000
BENZENE 18" 2X12" 2X10" 2X10" 4,000 4,000
XYLENE 12" N/A 6" 6" 2,500 2,000
TOLUENE 10" N/A 6" 6" 2,000 1,500
JET FUEL 8" 8" 6" 6" 2,000 1,500
RESID 6" 2X5" 1X8" 1X8" 2,000 2,000
1X10" 1X10"
BALAST 12" 12" 10" 10"
NOTES: 1) ALL LINES FOR BERTH #3 WITH THE EXCEPTION OF THE BENZENE, TOLUENE, XYLENE, CYCLOHEXAENE AND 10 INCH CONDENSATE LINES ARE COMMON WITH THE REFINERY DOCK. LOADING OF OTHER PRODUCTS FROM BERTH #3 CANNOT, THEREFORE, TAKE PLACE IF THE PARTICULAR LINE IS IN USE FOR THE REFINERY DOCK.
2) ALL LINES FOR BERTH #3 WITH THE EXCEPTION OF THE NAPTHA , BENZENE, TOLUENE, XYLENE, CYCLOHEXANE AND 10 INCH CONDESATE LINES ARE COMMON WITH EITHER BERTH #1 OR BERTH #2 AND, HENCE, CANNOT BE USED IF A VESSEL IS BERTHED ON THE PETROCHEMICAL DOCK AND UTILIZING THOSE PARTICULAR LINES.
3) THE OLD GASOLINE LINE HAS THREE CROSSOVERS AT BERTH #3. THE FIRST CROSSOVER MANIFOLDS WITH THE DISTILLATE LINE AT THE LOADING ARM. THE SECOND CROSSOVER MANIFOLDS WITH THE NEW GASLINE LINE AT THE LOADING ARM.
CARIBBEAN PETROLEUM REFINING-LP REFINERY ASSETS:
UNIT LICENSOR YEAR BLT. ORIG. CAP. YEAR MODIF. MODIFIED CAP.
No 1 CRUDE FLUOR/JACOBS 1955 11,000 BPD 1965/92 15,000 BPD
No 2 CRUDE UOP 1961 25,000 BPD 1965/82/92 32,000 BPD
VACUUM FLUOR/PROCORI 1955 6,000 BPD 1965/80/92 26,000 BPD
BECHTEL
GASOLINE STAB. PROCON 1965 9,000 BPD 1985 9,000 BPD
FCC/GAS CONC. UOP/GULF 1955 5,139 BPD 1976/80/83 14,200 BPD
POLYMERIZATION UOP 1955 1,100 BPD 1980 2,800 BPD
MEROX/TREATING UOP 1955 4,100 BPD 1980 12,000 BPD
AMINE/SOUR WATER UOP 1956 11,000#/HR GAS/ 1980/94 13,000#/HR
2,300, BPD LPG GAS/2,733 BPD LPG
NAPHTHA PRETREATER GULF 1971 6,600 BPD 6,600 BPD
REFORMER UOP 1965 6,000 BPD 6,000 BPD
DEETHANIZER/ UOP 1965 1,340 BPD 6,000 BPD
DEPROPANIZER
GULFINR GULF/NYE ENG. 1971 11,000 BPD 1990 11,000 BPD/2,5000 BPD JET
No 1 SULFUR PLANT FLUOR/FB/D/APS 1956 8 TPD 1971/80/91 15 TPD
No 2 SULFUR PLANT APS 1994 19 TPD 19 TPD
TAIL GAS TREATING APS 1994 34 TPD 34 TPD
A) THE PIPELINE ALSO CONNECTS TO THE ESSO, SHELL AND TEXACO FACILITIES AT THE CATANO OIL DOCK IN PUERTO NUEVO AND IS USED TO PUMP DIESEL TO EACH OF THE TERMINALS. DIESEL IS ALSO RECEIVED BY SHIP FROM THE CATANO OIL DOCK TO THE CPR TANKS.
B) DIESEL IS PUMPED FROM THE CPR TANKS TO PREPA TANKS FOR BURNING IN PEAK LOAD TURBINES.
4. JET FUEL (12 INCHES DIAMETER): A) SHIPS AND BARGES ARE LOADED FROM THE CPR TANKS TO THE DOCK AND UNLOADED FROM THE DOCK TO THE CPR TANKS THROUGH THIS PIPELINE. THE PIPELINE ALSO CONNECTS TO THE ESSO, SHELL AND TEXACO FACILITIES AT THE CATANO OIL DOCK IN PUERTO NUEVO AND IS USED TO PUMP JET FUEL TO EACH OF THE TERMINALS. JET FUEL IS ALSO RECEIVED BY SHIP FROM THE CATANO OIL DOCK TO THE CPR TANKS. B) JET FUEL PRODUCED AT THE REFINERY OR IMPORTED IS SENT THROUGH THIS PIPELINE TO THE PIPELINE SERVING THE SAN JUAN AIRPORT. FIFTY PERCENT OF THE JET FUEL CONSUMED AT THE AIRPORT IS HANDLED THROUGH THESE FACILITIES.
5. LPG (8 INCHES DIAMETER): LIQUEFIED PETROLEUM GAS (PROPANE OR BUTANE) IS RECEIVED BY SHIP IN THE CPR TANKS FOR LOCAL CONSUMPTION.
TANK FARM: THE TANK FARM CAPACITY IS 2,601,000 BARRELS. THE TANK FARM INCLUDES CRUDE TANKS (727,000 BARRELS), TANKS FOR UNFINISHED PRODUCTS (245,000 BARRELS), FOR CLEAN FINISHED PRODUCTS (875,000 BARRELS) AND BLACK FINISHED PRODUCTS (367,000 BARRELS), ALSO LPG TANKS STORE 37,000 BARRELS. MOST OF THE TANKS HAVE PRODUCT BLENDING CAPABILITIES. THE CRUDE TANKS ARE CONVERTED TO FINISHED PRODUCTS WHILE THE REFINERY IS OUT OF SERVICE TO ENHANCE THE STORAGE CAPABILITIES OF THE TERMINAL . TERMINALING AND STORAGE SERVICES ARE GIVEN TO THIRD PARTIES FOR GASOLINE, JET FUEL, DIESEL, FUEL OIL AND LPG.
LOADING RACKS: A) A CLEAN OIL LOADING RACK: THREE-ISLAND, FULLY AUTOMATED BOTTOM LOADING RACK FOR GASOLINE AND DIESEL OIL WITH A RATED CAPACITY OF 1,800 GPM. B) A LPG LOADING RACK WITH TWO ISLANDS CAPABLE OF LOADING AT A RATE OF 900 GPM. C) A BLACK OIL LOADING RACK: A TWO-ISLAND FACILITY FOR HANDLING FUEL OILS, DIESEL AND ASPHALT, WITH A LOAD RATE OF APPROXIMATELY 500 GPM.
CORCO REFINERY DOCK - BERTHS #4, AND #5: BARGES OR VESSELS: LOA 840 FEET; DCM 425 FEET; DRAFT 41 FEET; DWT 82 MTONS:
PRODUCT DOCK LINE CROSSOVER LOADING ARM HOSE SIZE TRANFS.CAP. EXPECTED TRANSF
(BBLS/HR) RATE (BBLS/HRS)
REDUCED CRUDE 24" 3X10" 15 3X10" 12,000 8,000
CONDENSATE 20" 3X10" 18" 3X10 14,000 12,000
NAPHTHA 18" 3X10" 3X10" 3X10" 9,000 7,000
GASOLINE (OLD) 16" 2X10" 2X10" 2X10" 7,000 5,000
GASOLINE (NEW) 16" 2X10" 2X10" 2X10" 7,000 5,000
DIESEL 12" 2X10" 2X10" 2X10" 5,000 4,000
BLENDSTCOK 8" N/A 10" 10" 2,000 1,500
BALLAST 12" 2X10" 2X10" 2X10"
NOTES: 1) ALL LINES WITH THE EXCEPTION OF THE REDUCED CRUDE AND CONDENSATE LINES ARE COMMON WITH LINES FOR THE PETROCHEMICAL DOCK. AS SUCH, IF ANOTHER VESSEL IS UTILIZING A PARTICULAR LINE OF THE PETROCHEMICAL DOCK, IT PRECLUDES USE OF THAT LINE ON THE REFINERY DOCK.
2) ALL LINES FOR BERTH #4 ARE COMMON WITH LINES FOR BERTH #5. AGAIN, IF A VESSEL IS LOADING A PARTICULAR PRODUCT ON BERTH #5, THAT LINE CANNOT BE USED BY A VESSEL AT BERTH #4.
3) THE REDUCED CRUDE LINE MANIFOLDS WITH THE CONDENSATE AND 15 INCH FUEL OIL LINES AT THE LOADING ARM. CARIBBEAN; HB-VW-NRNANE NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.20. BIODIESEL PLANT; 12,000,000 GALLONS PER YEAR; NEW, WAS NEVER SET UP BUT IS ALL ON SITE; THE EQUIPMENT, ENGINEERING AND LICENSE WERE PURCHASED FROM DESMET BALLESTRA IN LATE 2006 BY A GROUP OF FARM COOPERATIVES IN THE WESTERN U.S. WHO ARE BUILDING A COAL-FIRED POWER PLANT AND ETHANOL PLANT. DESMET BALLESTRA IS THE LARGEST PRODUCER OF BIODIESEL PLANTS IN THE WORLD. THE PLANT IS SET UP TO OPERATE USING SOYBEANS OR FATS. OVER 30 DIFFERENT PLANTS / CROPS AND ABOUT 270 OTHER PLANTS AND WASTE PRODUCTS CAN BE USED TO MAKE BIODIESEL. ETHANOL IS ONLY MOST PRACTICAL WITH CORN WHICH HAS OTHER VALUABLE MARKET USES AND THE ETHANOL STILL HAS TO BE BLENDED WITH GASOLINE TO MAKE A USEABLE FUEL. THE DIESEL ENGINE IS ABOUT 30% MORE HEAT EFFICIENT THEN GASOLINE ENGINES.
THE OWNERS / OPERATORS OF THE FACILITIES UNDER CONSTRUCTION ARE OFFERING THE FOLLOWING (THEY ARE UPGRADING TO LARGER PLANT):
THE BIODIESEL PLANT CAN BE CONSTRUCTED AND OPERATED UNDER CONTRACT AT THE SAME LOCATION WITH DISCOUNTED UTILITIES (STEAM / ELECTRICITY) FROM THE ADJACENT COAL-FIRED POWER PLANT. ADDITIONAL PLANT CAPACITY CAN BE ADDED AT THIS FACILITY. EXPERIENCED BIODIESEL PLANT BUILDING CONTRACTOR WILL INSTALL AND PUT IN OPERATION FOR $7,000,000. FIXED PRICE WITH ALL NEW TANKS AND EQUIPMENT OR COST PLUS WITH SOME VARIED OR USED TANKAGE OR OTHER MATERIALS OR SUITABLE STRUCTURES SUPPLIED BUY BUYERS WITH A MAXIMUM PRICE OF $7,000,000. (THAT MEANS IT WOULD MOST LIKELY BE LESS IF THE BUYER SUPPLIED SOME OF THE REQUIRED MATERIALS AND DID NOT NEGATIVELY ALTER THE EXPERIENCED CONTRACTOR'S TIME AND MATERIAL COSTS. IF THE BUYER DID ALTER THE CONTRACTORS TIME AND MATERIAL COSTS THE CONTRACTOR WOULD DO THE JOB FOR A MAXIMUM OF $7.000,000. THOUGH THE CONSTRUCTION TIME FRAME WOULD PROBABLY BE LENGTHENED.)
THE BIODIESEL PLANT CAN BE BUILT ELSEWHERE AND OPERATED UNDER CONTRACT AS A STAND-ALONE OPERATION OR THE BUYER CAN OPERATE SEPARATELY.
OWNERS / OPERATORS HAVE CONTRACTS WITH CON AGRA TO SELL BIODIESEL PRODUCED AT THE FACILITY AT PREFERENTIAL PRICES.
CON AGRA WILL GUARANTEE THE SUPPLY OF BEAN / SEED OILS IF NEEDED, FOR A HANDLING CHARGE OF 1% OVER CONTRACT PRICE.
RAIL IS AVAILABLE NEARBY, AND A PIPELINE WILL BE CONSTRUCTED TO SUPPLY RAW MATERIAL AND SHIP FINISHED PRODUCT BY RAIL.
THE FEDERAL GOVERNMENT NOW ALLOWS A $1. / GALLON TAX CREDIT FOR AGRI-BIODIESEL.
LEAD TIME FOR DELIVERY OF A NEW BIODIESEL PLANT FROM DESMET AVERAGES 12 MONTHS. THIS IS READY NOW.
DRAWINGS, PROCESS DESCRIPTION AND INVENTORY OF EQUIPMENT CAN BE PROVIDED TO SERIOUS PARTIES, NCND AGREEMENT REQUIRED; $6,000,000.; PHOTO B(100K); PHOTO C(20K); WESTERN U.S. JS-VW-NRNIOT UPDATED 2008 12 02 PRICE REDUCED TO $4,000,000.; NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.21. 20,000 BPD REFINERY; FULL DISTILLATION CRUDE REFINERY; BUILT 1979 WITH UPGRADES OVER THE YEARS; SHUT DOWN AND PUT UNDER NITROGEN AND DIESEL BLANKET IN 2000; ATMOSPHERIC DISTILLATION TOWER, 20,000 BPD; CRUDE UNIT: 1) NAPHTHA HYDROTREATER: 3.500 BPD; 2) REFORMER: UOP CAPABLE OF 98 RON; 3) SULPHUR / AMINE UNIT: 9,00 TPD; 4) NAPHTHA TREATING- MEROX UNIT: 1,600 BPD; 5) COKER UNIT: 4,500 BPD; STAINLESS STEEL INTERNALS; BUILT FOR SULPHUR RELATED PRODUCTS; PRODUCTS; 1) HIGH OCTANE GASOLINE; 2) LOW SULPHUR DIESEL; 3) MARINE DIESEL; 4) KEROSENE; 5) COKE (HEAVY OIL); 6) ADDITIONAL DIESEL 7) ADDITIONAL NAPHTHA; $20,000,000.; ESTIMATED COST OF MARKING DISMANTLING AND LOADING ON TRUCKS $6,000,000.; ESTIMATED COST OF REFURBISHING AS INSTALLED IN NEW LOCATION (NOT COUNTING STORAGE TANKS); $12 TO $15,000,000.; PHOTO A(100K); U.S. LOCATION; RB-JF-JS-VW-NRLNOV NO LONGER AVAILABLE; LEFT FOR REFERENCE;
15.9.28. 85,000 BARREL PER DAY REFINERY; ATMOSPHERIC/VACUUM DISTILLATION, REFORMING, CATALYTIC AND THERMAL CRACKING, VISBREAKING AND BITUMEN. SOLOMON COMPLEXITY 7.7; EUROPEAN STANDARD; PRODUCED LOW SULFUR UNLEADED 95 & 98RON GASOLINE, GASOLINE BLENDING COMPONENTS, DIESEL, LPG, HEATING OIL, BITUMEN AND OTHER PRODUCTS; $120 MILLION (ALL PRICES IN USD) SPENT ON MAINTENANCE REFURBISHMENTS AND UPGRADES SINCE 2008; COST TO NEW BUILD SIMILAR REFINERY WOULD ABOUT $2 BILLION; PRICE $150 MILLION; PRICE AS IS WHERE IS (MUST BE MOVED) OR TURNKEY DISMANTLING AND REINSTALLATION BY EXPERIENCED CONTRACTORS CAN BE ARRANGED (SUBJECT TO ENGINEER'S REPORT AND SURVEYOR'S REPORT FOR PLANNED NEW REFINERY SITE); PHOTO A(100K); PHOTO B(100K); EUROPE; TM-HB-VW-LONMVN NO LONGER AVAILABLE; LEFT FOR REFERENCE;
* * * IMPACT ENTERPRISES HOME & INDEX * * *
* * * EMAIL: IMPACT@IMPACT-ENTERPRISES.COM * * *
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
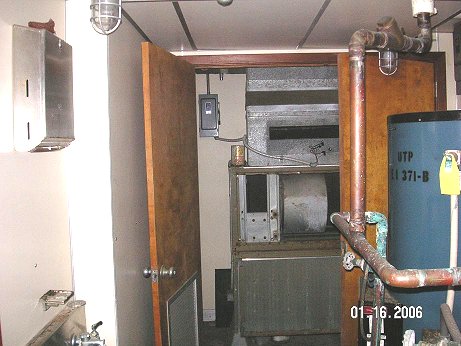{kind=link}
{kind=link}
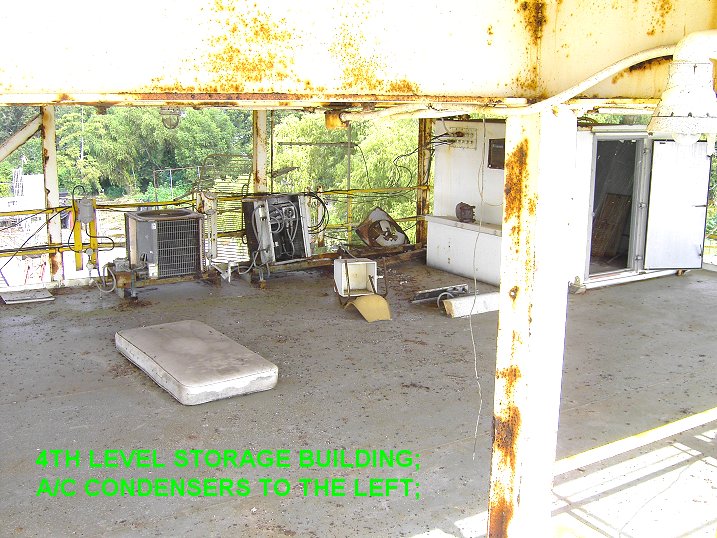{kind=link}
{kind=link}
{kind=link}
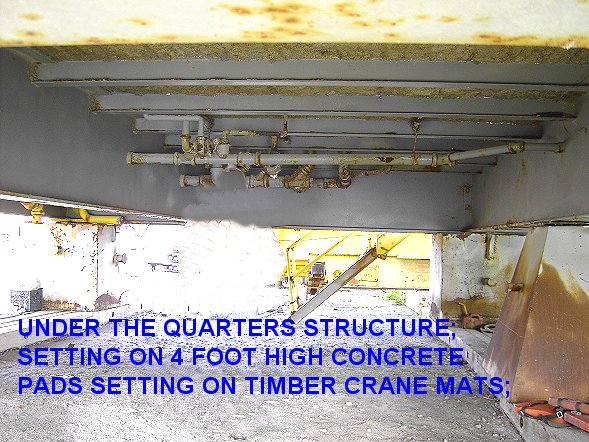{kind=link}
{kind=link}
{kind=link}
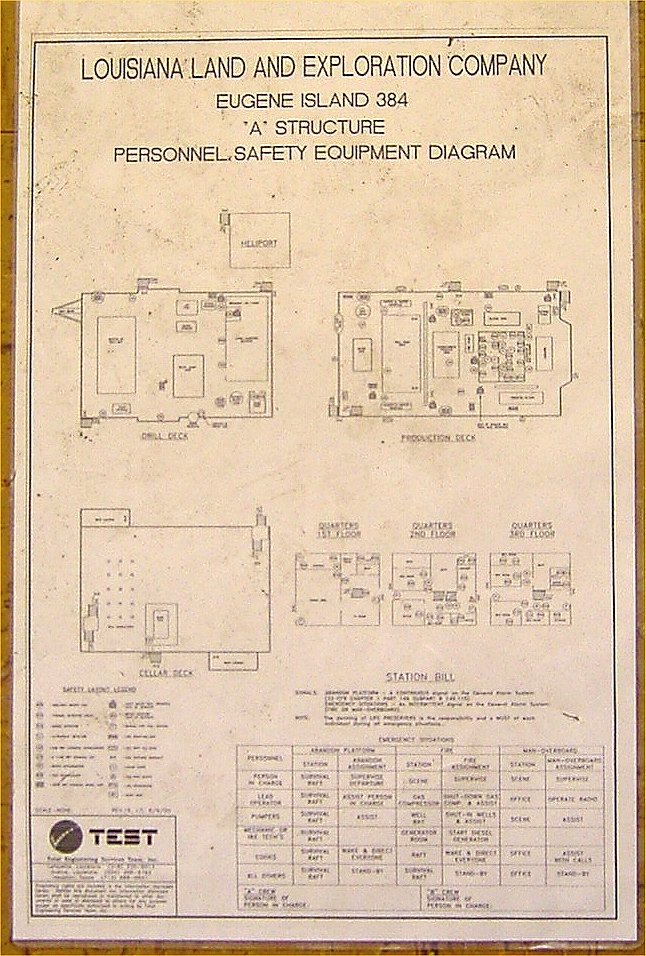{kind=link}
{kind=link}
{kind=link}
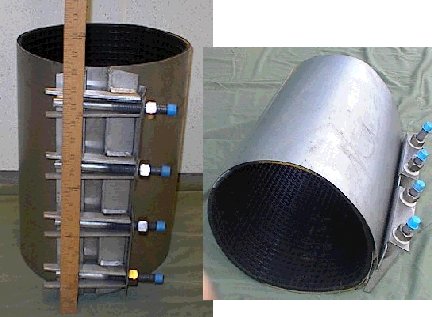{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
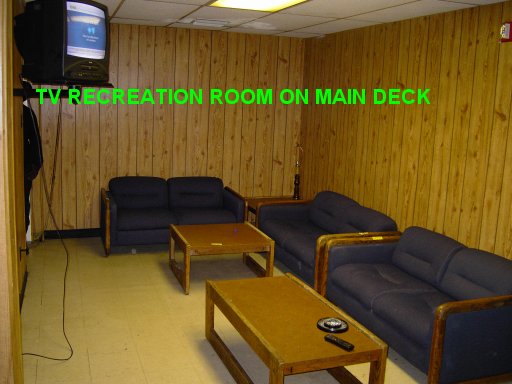{kind=link}
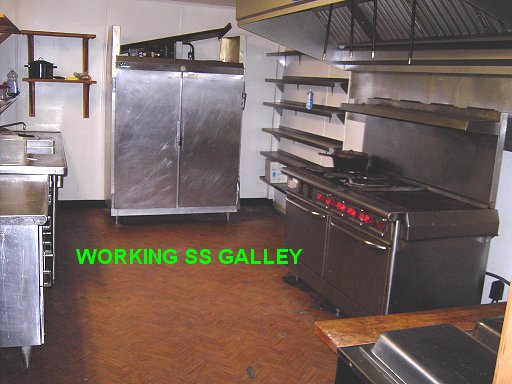{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
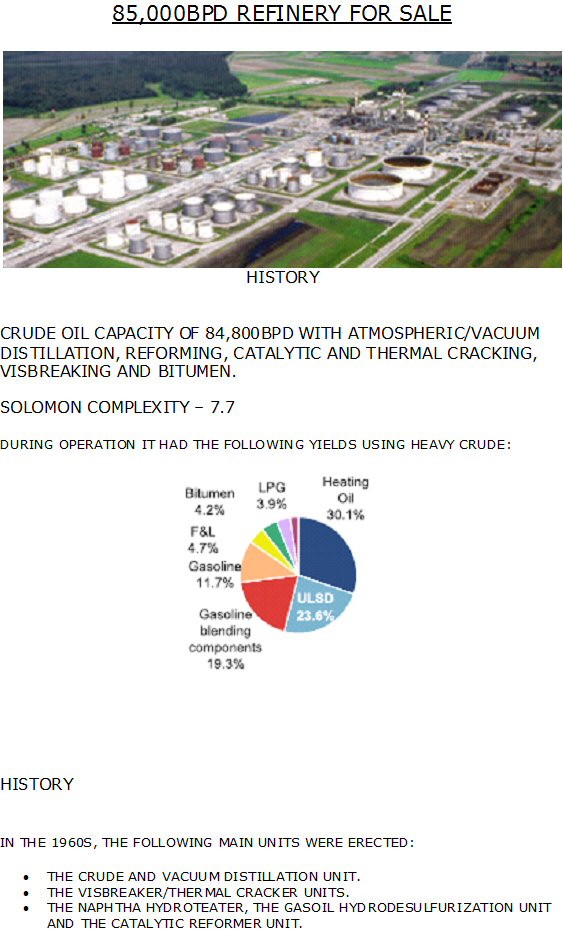{kind=link}
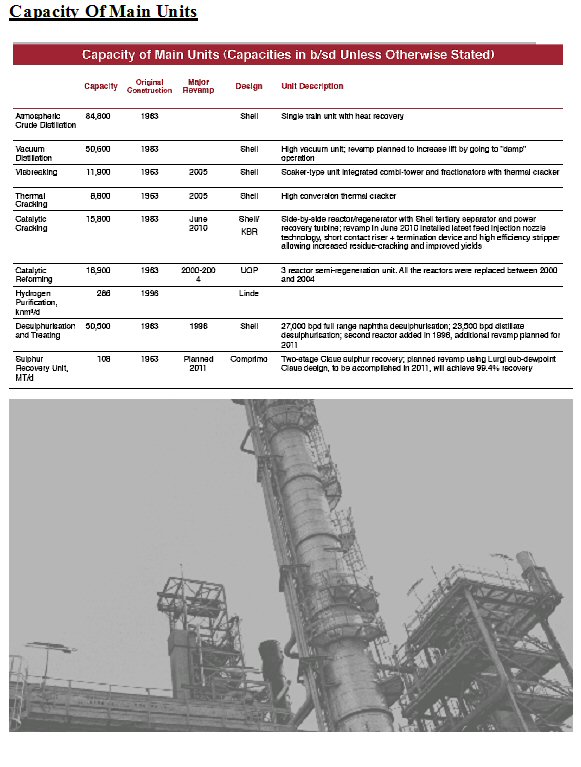{kind=link}